1、前言
近幾年我國的造紙業(yè)及印刷包裝行業(yè)取得了飛速的發(fā)展,面臨著前所未有巨大機(jī)遇,但相對(duì)于世界先進(jìn)的設(shè)備,也面臨著巨大
的挑戰(zhàn)。生產(chǎn)設(shè)備的生產(chǎn)能力非常強(qiáng)大,
但我們的產(chǎn)品基本處于中低端市場(chǎng)。主要的原因是技術(shù)條件的限制。目前為至,大量的分切機(jī)上仍舊使用磁粉制動(dòng)器來進(jìn)行收放卷
張力控制,限制了設(shè)備的運(yùn)行速度,也浪
費(fèi)了能源,而且由于磁粉本身的使用壽命的原因,造成了故障率較高的情況。
偉創(chuàng)公司推出的AC90張力控制變頻器,可以進(jìn)行恒張力控制,并且可以控制張力錐度,保證收卷后各層形狀均勻,而且極大
的提高了分切機(jī)的運(yùn)行速度。
2、分切機(jī)介紹
分切機(jī)是一種將寬幅紙張或薄膜分切成多條窄幅材料的機(jī)械設(shè)備,常用于造紙機(jī)械及印刷包裝機(jī)械。分切機(jī)的簡易示意圖如圖1
所示。
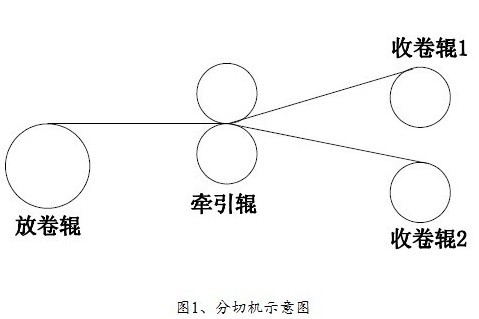
分切機(jī)的傳統(tǒng)控制方案是利用一臺(tái)大電機(jī)來來驅(qū)動(dòng)收放卷的軸,在收放卷軸上加有磁粉離合器,通過調(diào)節(jié)磁粉離合器的電流
來控制其所產(chǎn)生的阻力,來控制材料表面的張力。
磁粉離合器及制動(dòng)器是一種特殊的自動(dòng)化執(zhí)行元件,它是通過填充于工作間隙的磁粉傳遞扭矩,改變勵(lì)磁電流可以改變磁粉
的磁性狀態(tài),進(jìn)而調(diào)節(jié)傳遞的扭矩。可用于從零
開始到同步速度的無級(jí)調(diào)速,適用于高速段微調(diào)及中小功率的調(diào)速系統(tǒng)。還用于用調(diào)節(jié)電流的方法調(diào)節(jié)轉(zhuǎn)矩以保證卷繞過程中張
力保持恒定的開卷或復(fù)卷張力控制系統(tǒng)。
其主要的特點(diǎn)是磁粉離合器作為一個(gè)阻力裝置,通過系統(tǒng)控制,來輸出一個(gè)直流電壓,控制磁粉離合器產(chǎn)生的阻力。主要的
優(yōu)勢(shì)是其為被動(dòng)裝置,可以控制較小的張力。其
主要的缺點(diǎn)是速度不能高,高速運(yùn)行時(shí)易造成磁粉高速磨擦,產(chǎn)生高溫,造成磁粉離合器發(fā)熱進(jìn)而縮短其壽命。
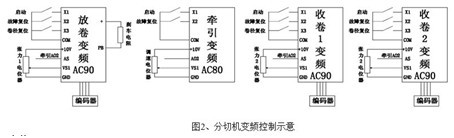
3 偉創(chuàng)變頻器在分切機(jī)上的控制示意圖:
方案說明:
牽引驅(qū)動(dòng):速度模式,采用偉創(chuàng)通用變頻器AC80驅(qū)動(dòng)牽引,控制分切機(jī)的運(yùn)行速度,無PG矢量模式。速度由電位器來
調(diào)整。AO2端口輸出運(yùn)行頻率,作為放卷變頻器、收卷
1、2變頻器的線速度給定;
放卷變頻:張力模式,采用偉創(chuàng)AC90張力變頻器,控制分切機(jī)的放卷張力,有PG矢量模式。張力由電位器來調(diào)整。
AS端口輸入牽引輥運(yùn)行頻率,作為卷徑計(jì)算線速度,
因工作在放卷發(fā)電模式,配置剎車電阻,以釋放能量;
收卷1、2變頻:張力模式,采用偉創(chuàng)AC90張力變頻器,控制分切機(jī)的收卷張力,有PG矢量模式。張力由電位器來
調(diào)整。AS端口輸入牽引輥運(yùn)行頻率,作為卷徑計(jì)算線速度;
偉創(chuàng)AC90變頻器是一種可以實(shí)現(xiàn)恒張力控制的變頻器,可以通過變頻器內(nèi)部的計(jì)算,獲得材料的卷徑,通過控制變
頻器的輸出轉(zhuǎn)矩來獲得恒張力控制。偉創(chuàng)變頻器可以通過
設(shè)置系統(tǒng)慣量補(bǔ)償、摩擦補(bǔ)償及材料慣量補(bǔ)償可以補(bǔ)償由于系統(tǒng)慣量、磨擦阻力及材料慣量引起的起動(dòng)或加速過程中速度
不均勻的情況,獲得非常平穩(wěn)的張力控制效果。方案簡易,
調(diào)試簡單。而且恒張力控制基本不受速度的影響,可以實(shí)現(xiàn)高速分切。
參數(shù):
牽引變頻器(AC80):
F0-00(控制方式):0(無PG矢量控制)
F0-02(運(yùn)行命令通道):1(端子命令)
F0-03(頻率給定):2(VS1輸入)
F0-14(加速時(shí)間):根據(jù)實(shí)際情況設(shè)置
F0-15(減速時(shí)間):根據(jù)實(shí)際情況設(shè)置
F2-00(多功能輸入端子X1):1(正轉(zhuǎn)運(yùn)行)
F2-01(多功能輸入端子X2):8(故障復(fù)位)
F3-23(AO2輸出選擇):1(輸出頻率)
F5組參數(shù)由電機(jī)實(shí)際情況設(shè)定
放卷變頻器(AC90):
F0-00(控制方式):2(有PG矢量控制)
F0-01(控制械式):1(轉(zhuǎn)矩模式)
F0-02(運(yùn)行命令通道):1(端子命令)
F2-00(多功能輸入端子X1):1(正轉(zhuǎn)運(yùn)行)
F2-01(多功能輸入端子X2):8(故障復(fù)位)
F2-02(多功能輸入端子X3):56(卷徑復(fù)位)
F5組參數(shù)由電機(jī)實(shí)際情況設(shè)定
F7-00(轉(zhuǎn)矩給定源選擇):7(張力控制給定)
F7-15(靜摩擦補(bǔ)償):根據(jù)情況設(shè)定
F7-17(滑動(dòng)摩擦補(bǔ)償):根據(jù)情況設(shè)定
F7-18(轉(zhuǎn)動(dòng)慣量補(bǔ)償):根據(jù)情況設(shè)定
F9-00(張力設(shè)定選擇):2(VS1)
F9-04(最大張力):根據(jù)實(shí)際情況設(shè)定
F9-05(張力錐度系數(shù)):根據(jù)實(shí)際情況設(shè)定
F9-06(錐度補(bǔ)償修正):根據(jù)實(shí)際情況設(shè)定
F9-06(最大張力):根據(jù)實(shí)際情況設(shè)置
F9-09(機(jī)械傳動(dòng)比):根據(jù)實(shí)際情況設(shè)置
F9-10(卷曲模式):1放卷(卷徑減小)
F9-11(卷徑計(jì)算方法選擇):1(通過線速度計(jì)算)
F9-12(最大卷徑):根據(jù)實(shí)際情況設(shè)置
F9-13(卷軸直徑):根據(jù)實(shí)際情況設(shè)置
F9-18(卷徑復(fù)位選擇):0(卷徑手動(dòng)復(fù)位)
F9-21(卷徑計(jì)算截止頻率):根據(jù)實(shí)際情況設(shè)置
F9-25(線速度輸入源):4(AS)
F9-26(最大線速度):根據(jù)實(shí)際情況設(shè)置
F9-27(卷徑計(jì)算最低線速度):根據(jù)實(shí)際情況設(shè)置
收卷1、2變頻器(AC90):
F0-00(控制方式):2(有PG矢量控制)
F0-01(控制械式):1(轉(zhuǎn)矩模式)
F0-02(運(yùn)行命令通道):1(端子命令)
F2-00(多功能輸入端子X1):1(正轉(zhuǎn)運(yùn)行)
F2-01(多功能輸入端子X2):8(故障復(fù)位)
F2-02(多功能輸入端子X3):56(卷徑復(fù)位)
F5組參數(shù)由電機(jī)實(shí)際情況設(shè)定
F7-00(轉(zhuǎn)矩給定源選擇):7(張力控制給定)
F7-15(靜摩擦補(bǔ)償):根據(jù)情況設(shè)定
F7-17(滑動(dòng)摩擦補(bǔ)償):根據(jù)情況設(shè)定
F7-18(轉(zhuǎn)動(dòng)慣量補(bǔ)償):根據(jù)情況設(shè)定
F9-00(張力設(shè)定選擇):2(VS1)
F9-04(最大張力):根據(jù)實(shí)際情況設(shè)定
F9-05(張力錐度系數(shù)):根據(jù)實(shí)際情況設(shè)定
F9-06(錐度補(bǔ)償修正):根據(jù)實(shí)際情況設(shè)定
F9-06(最大張力):根據(jù)實(shí)際情況設(shè)置
F9-09(機(jī)械傳動(dòng)比):根據(jù)實(shí)際情況設(shè)置
F9-10(卷曲模式):0放卷(卷徑增大)
F9-11(卷徑計(jì)算方法選擇):1(通過線速度計(jì)算)
F9-12(最大卷徑):根據(jù)實(shí)際情況設(shè)置
F9-13(卷軸直徑):根據(jù)實(shí)際情況設(shè)置
F9-18(卷徑復(fù)位選擇):0(卷徑手動(dòng)復(fù)位)
F9-21(卷徑計(jì)算截止頻率):根據(jù)實(shí)際情況設(shè)置
F9-25(線速度輸入源):4(AS)
F9-26(最大線速度):根據(jù)實(shí)際情況設(shè)置
F9-27(卷徑計(jì)算最低線速度):根據(jù)實(shí)際情況設(shè)置
方案注意事項(xiàng):
速比不能過大:收放卷變頻器采用扭矩控制械式,轉(zhuǎn)矩為張力與卷徑的乘積,在空卷時(shí),輸出轉(zhuǎn)矩為最小。如果減速比為N,折算到變頻器上轉(zhuǎn)矩為轉(zhuǎn)矩/N,若小于電機(jī)
額定轉(zhuǎn)矩的5%,則控制的不夠準(zhǔn)確。
在調(diào)試時(shí),首先將收放卷的三個(gè)變頻器的有PG矢量控制方式下調(diào)試正常,否則沒法完成后續(xù)的轉(zhuǎn)矩控制。在此過程中,最常遇到的問題是編碼器信號(hào)沒有輸入、旋轉(zhuǎn)編
碼器A、B方向接反、編碼器脈沖數(shù)輸入不正確。這幾種問題的表現(xiàn)形式主要是運(yùn)行速度和輸入速度偏差較大或者電機(jī)低速蠕動(dòng)而且運(yùn)行電流與實(shí)際空載電流相差較大。
放卷控制中變頻器實(shí)際上只是提供一個(gè)反向的拉緊力,所以其控制精度要求不高,調(diào)試相對(duì)簡單;
收卷變頻器工作在轉(zhuǎn)矩控制模式,在加減速過程中,需要提供額外的轉(zhuǎn)矩用于克服系統(tǒng)的轉(zhuǎn)動(dòng)慣量。如果不加補(bǔ)償,則會(huì)出現(xiàn)收卷過程中張力偏小減速過程中張力偏大的
現(xiàn)象。如果起動(dòng)時(shí)出現(xiàn)張力變小,則增加系統(tǒng)慣量補(bǔ)償系數(shù)。磨擦補(bǔ)償主要是克服在整個(gè)運(yùn)行過程中由于系統(tǒng)存在的磨擦力對(duì)張力的影響,可通過調(diào)節(jié)磨擦補(bǔ)償系數(shù)來完成。
正常運(yùn)行時(shí)材料張力若小于設(shè)定張力,則將摩擦補(bǔ)償系數(shù)增大。另外需要補(bǔ)償?shù)氖蔷磔S上材料所產(chǎn)生的轉(zhuǎn)動(dòng)慣量,通過設(shè)定材料的密度及寬度,變頻器可計(jì)算出當(dāng)前材料的轉(zhuǎn)
動(dòng)慣量。調(diào)試時(shí)合適設(shè)定張力錐度,可以控制材料的卷曲質(zhì)量,避免外緊內(nèi)松的情況發(fā)生。
卷徑通過線速計(jì)算法來獲得的,而卷徑又是計(jì)算輸出轉(zhuǎn)矩的直接的因素,所以正確設(shè)定最大線速度是非常關(guān)鍵的。調(diào)試時(shí)可以通過驗(yàn)證變頻器顯示的當(dāng)前卷徑和實(shí)際卷徑,
來判斷所設(shè)最大線速度是否正確。若顯示的當(dāng)前卷徑大于實(shí)際卷徑,則表明所設(shè)的最大線速度偏大。
通過設(shè)定以上的幾個(gè)補(bǔ)償量,可以有效的改變系統(tǒng)慣量對(duì)加減的影響。設(shè)定合適的張力,可以達(dá)到比較好的收卷控制。
4 結(jié)束語
因?yàn)橛米冾l器來控制分切機(jī)的收放卷控制克服了磁粉固有的弱點(diǎn),使得高速分切的控制成為了現(xiàn)實(shí),而且大大提高了設(shè)備的可靠性,從成本上并沒有過多的增加,所以越
來越多的客戶開始采用變頻器來實(shí)現(xiàn)分切機(jī)控制。