吹膜機是一種將塑料粒子加熱融化并吹成薄膜的設備,主要由吹膜和收卷兩部分組成。其中收卷部分的作用是將吹制出的薄膜卷取成卷,并使成卷的薄膜平整無皺紋, 卷邊整齊, 卷軸上的薄膜要松緊適中,以防止薄膜拉伸變形,保證質量,因此收卷時必須采用恒張力控制。目前行業內主要使用力矩電機來實現上述控制,但在使用過程中存在著需手動調節,操作不方便,長時間運行時力矩電機發熱較高,其控制器較易損壞,可靠性不高的缺點。本文擬結合四方V560變頻器,介紹一種針對吹膜機收卷的恒張力控制系統,在保證收卷工藝的同時可顯著提高設備的操作簡易性和可靠性。
吹膜機收卷工藝介紹
1.在整個收卷過程中都必須保持恒定的張力,且無需人工調節;
2.空卷啟動時不能張力過大,防止薄膜起皺,滿盤運行時不能張力過小,防止薄膜卷取過松;
3.系統響應靈敏,加、減速過程中能夠根據前級速度及張力的變化快速調節,保證張力恒定;
4.要求將張力量化,即能根據不同薄膜生產的工藝要求來設定張力大小。
針對以上的幾點要求,利用V560變頻器設計了如下的控制系統。
控制方案
如下圖1所示,收卷的恒張力控制,是由系統中的張力傳感器輸出電壓信號回饋給變頻器的PID控制系統,經過PID控制器的自動運算,變頻器改變輸出頻率從而調節收卷電機的運行速度以維持張力恒定。實際上,這是一種直接張力控制方式,因為PID的調節是基于張力傳感器反饋值進行運算的,其反饋值的大小直接反應了收卷過程中張力的大小,所以可實現恒張力控制的要求。

圖1
系統原理框圖、接線圖及控制原理說明
系統原理框圖如下圖2所示:
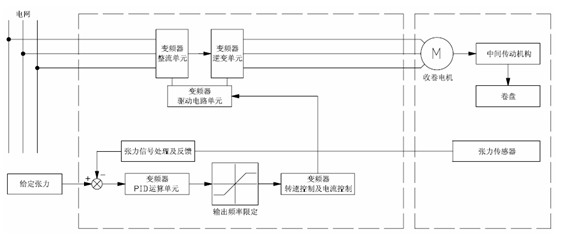
圖2
系統接線圖如下圖3所示:

圖3
系統采用閉環矢量模式,將PID輸出作為轉矩給定。張力傳感器的反饋信號接入模擬輸入AI1(0~10V),將期望的張力值按百分比設定為PID給定值。系統運行過程中始終將反饋信號與給定值做比較,PID控制器根據其差值自動運算,以PID的輸出值來確定電機當前的輸出轉矩,從而改變變頻器的輸出頻率以調節收卷電機的轉速,保證收卷過程中薄膜張力的恒定。
變頻器參數設置表:
|
功能代碼
|
名稱
|
出廠值
|
設定值
|
|
F0.0.09
|
電機類型與控制模式選擇
|
0000
|
0010
|
|
F3.0.00
|
多功能輸入端子DI1
|
0
|
15
|
|
F3.0.01
|
多功能輸入端子DI2
|
0
|
16
|
|
F3.0.02
|
多功能輸入端子DI3
|
7
|
22
|
|
F7.0.00
|
過程PID功能選擇
|
0000
|
0102
|
|
F7.0.02
|
過程PID設定通道1
|
0
|
6
|
|
F7.0.13
|
與100%反饋對應的模擬反饋量
|
5.00
|
2.5
|
|
F7.0.17
|
比例增益
|
2.0
|
0.1
|
|
F7.0.18
|
積分時間
|
20.0
|
5.0
|
|
F8.3.39
|
轉矩控制模式選擇
|
0
|
1
|
|
F8.3.40
|
轉矩指令通道選擇
|
0
|
7
|
|
F8.3.45
|
正向轉速限制數值
|
1500
|
750
|
|
F8.3.46
|
反向轉速限制數值
|
1500
|
750
|
|
F8.3.47
|
轉矩設定限制設置
|
0000
|
0202
|
|
F8.3.48
|
最小轉矩限定1
|
-200
|
-100
|
|
F8.3.49
|
最小轉矩限定2
|
-200
|
-100
|
|
F8.3.50
|
最大轉矩限定1
|
200
|
10
|
|
F8.3.51
|
最大轉矩限定2
|
200
|
100
|
|
F8.3.52
|
轉矩零點偏置
|
0.0
|
5.0
|
|
FF.0.00
|
FF配置參數鎖定功能
|
0000
|
0001
|
|
FF.0.01
|
虛擬輸出節點定義(SDO1)
|
0
|
57
|
|
FF.0.02
|
虛擬輸出節點定義(SDO2)
|
0
|
57
|
|
FF.0.09
|
虛擬輸入功能定義(SDI1)
|
0
|
35
|
|
FF.0.10
|
虛擬輸入功能定義(SDI2)
|
0
|
36
|
結束語
本文介紹了一種基于四方V560矢量型變頻器的恒張力收卷控制系統,該方案可使收卷過程中薄膜張力非常穩定,并能根據前級速度及收卷過程中張力的變化自動調節,對于具有多個收卷系統的機型還可實現相互間的平穩切換,整個系統運行穩定可靠,目前已成功的應用于多個吹膜機收卷系統中。
