鋼鐵軋機(jī)設(shè)備技術(shù)要求
◆軋機(jī)主要由傳動(dòng)系統(tǒng)完成冷拔、熱拔或者矯直的工藝需求
◆對(duì)于單軋和依靠機(jī)械聯(lián)動(dòng)多軋只要求要求低頻力大、以及在負(fù)載的變化時(shí)穩(wěn)速精度高
◆對(duì)于通過(guò)多級(jí)傳動(dòng)系統(tǒng)完成多道軋機(jī)工藝,還需要傳動(dòng)部分之間負(fù)荷均衡
◆收卷和放卷張力合適的情況下,恒張力控制和慣量補(bǔ)償保證收卷和放卷自動(dòng)跟上系統(tǒng)線速度的動(dòng)態(tài)變化
EM610應(yīng)用情況
EM610應(yīng)用于鋼鐵軋機(jī)收卷和放卷(開環(huán)轉(zhuǎn)矩模式)
◆設(shè)備中心收卷和放卷通過(guò)給定張力,控制器自身進(jìn)行卷徑計(jì)算保證材料張力恒定
◆控制器能夠依據(jù)材料低速到高速、加速和減速過(guò)程的受力情況自動(dòng)進(jìn)行補(bǔ)償
EM610應(yīng)用于鋼鐵軋機(jī),強(qiáng)大的低頻帶載能力
◆FVC矢量控制0Hz ,150% 額定轉(zhuǎn)矩; 穩(wěn)速精度±0.2%額定轉(zhuǎn)速
設(shè)備S輥電子同步,使傳動(dòng)輥之間負(fù)荷均衡
◆S輥主機(jī)和S輥從機(jī)主從聯(lián)動(dòng)作為軋機(jī)設(shè)備傳動(dòng)系統(tǒng),在不銹鋼矯直機(jī)上廣泛應(yīng)用,利用S形摩擦力作為牽引傳動(dòng),同時(shí)兩者共同出力,自動(dòng)負(fù)荷均衡,避免機(jī)械、給定誤差導(dǎo)致將牽引動(dòng)力變成牽引阻力
EM610應(yīng)用的客戶收益

EM610內(nèi)置恒張力控制邏輯,降低對(duì)PLC等外圍設(shè)備的要求

使用S輥電子同步應(yīng)用技術(shù)使S輥速度共同作用,S1和S2速度同步,可替代使用單臺(tái)電機(jī)功率太大、機(jī)械結(jié)構(gòu)復(fù)雜的缺點(diǎn)

利用變頻器本身整流單元,節(jié)省外置整流模塊;共直流母線應(yīng)用,為客戶節(jié)約電費(fèi)。解決客戶使用直流調(diào)速系統(tǒng)維護(hù)成本高問(wèn)題

矢量控制方式,控制精度高。同時(shí)使用EM610變頻器驅(qū)動(dòng),能提高生產(chǎn)效率

EM610集成化電子同步功能,減少系統(tǒng)電氣配線,增強(qiáng)系統(tǒng)本身弱電信號(hào)抗干擾能力
EM610接線圖示意圖
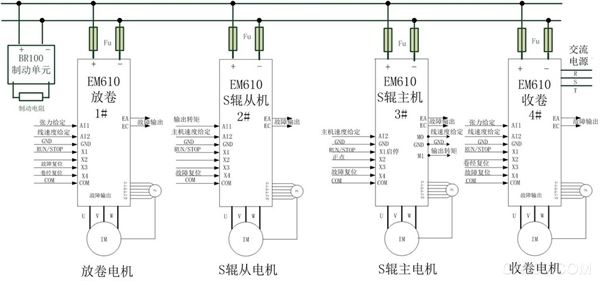
EM610設(shè)備應(yīng)用


