表面質量包括表面波紋度及表面粗糙度。
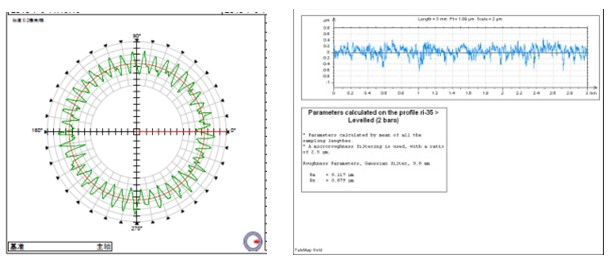
一、 表面波紋度
表面波紋度主要是由于機床振動引起的,具有一定頻率的周期性的振動反映在工件表面便成為有規律起伏的波度,波度的大小由振動的幅值決定,再進一步分析此振動可能是由于砂輪高速旋轉引起的機床共振,也可能是由于磨削力的變化引起的顫振,甚至是兩者的綜合,對于是否存在顫振可以通過分析反映磨削力的聲音信號來確定。
無論是哪種振動都與機床本身的靜動剛度有關。設計時需對床身及主要鑄件的固有頻率進行分析,使其避開砂輪及工件主軸的共振區域,另外機床裝配過程中的接觸及連接剛度尤其是傳動部分的剛性會直接影響到機床的動態性能,裝配過程需采取有效措施予以保證。
二、 表面粗糙度
表面粗糙度與磨削、修整工藝及砂輪本身有關,與機床制造精度無太大關系。
1、磨削參數
砂輪與工件轉速比越大,振蕩速度越快,磨料單位時間在工件表面留下的加工痕跡越致密,工件粗糙度就越好。
2、修整參數
(1)速度比q=V修/V砂
q<0時,q越小,砂輪與修整器相對轉速越高,參與修磨單個顆粒的磨粒越多,則砂輪的刃口越致密,磨削工件的表面粗糙度越好;
q接近0時,相當于金剛石筆固定修整,砂輪表面粗糙,工件粗糙度較差;
0<q<1時,隨著q的增大,滾輪與砂輪的接觸點增多,砂輪修整的逐漸致密,工件粗糙度漸好;當q增大到一定程度時,雖接觸點較多,但兩者間相對速度越來越小,使得滾輪對砂輪磨粒的切向作用力變小,砂輪表面磨粒受到的徑向破碎力逐漸變大,砂輪表面變的粗糙,工件表面粗糙度變大;
q=1時,滾輪與砂輪幾乎無相對運動,滾輪對砂輪產生擠壓破碎作用,砂輪表面最粗糙,磨削工件表面粗糙度也越差;
q>1時,q越大,滾輪與砂輪相對速度越大,砂輪修整的效果越好,工件粗糙度越好。
實際生產中,考慮到冷卻效果、滾輪壽命和粗糙度等因素,q值一般選擇0.5~0.8之間。
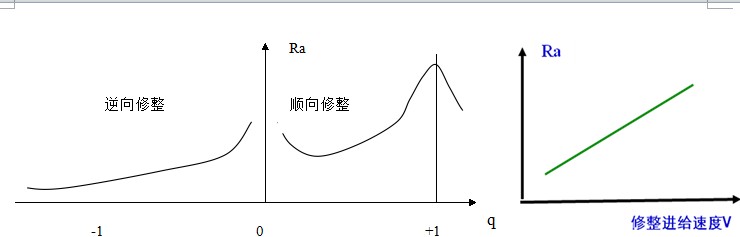
(2)進給速度V
進給速度越大,磨削后工件表面粗糙度越差,進給速度過小時容易產生磨削振紋及燒傷,精修進給速度一般選擇0.6~0.9m/min。
3、砂輪粒度及硬度
砂輪粒度越大,磨料越細,工件表面的加工痕跡越致密,粗糙度越好; 砂輪硬度越高,磨料把持力越強,參與磨削的磨粒數量就越多,粗糙度越好。