一、概述(背景)
此磨床主要是用于將汽車零件的特定部位打磨加工到指定直徑,要求工作穩定可靠,加工精度高。一臺磨床上要配兩臺伺服,分別用于主軸定位和砂輪進給。舊方案是以數控系統作為主控制器,采用 PLC+伺服進行主軸定位控制,并發送脈沖給砂輪進給伺服,執行相應的打磨動作。而本方案,數控系統仍作為主控制器,但基本動作由伺服實現,節省了 PLC 的成本,而且接線簡單,控制效果更佳。
二、工藝要求
1、主軸定位:磨床加工工件時,主軸夾取工件后,帶動工件旋轉,加工完成后,停止旋轉時,由于主軸停止位置不固定,工件可能卡在夾具上,無法卸下,影響下個工件加工。更改前,客戶處使用[PLC+伺服]實現主軸定位停止功能,系統復雜,成本高。根據客戶要求,使用專用伺服改善,主軸運轉后停止在固定位置,方便夾取、卸下工件。
2、砂輪進給:磨床加工工件時,砂輪按高速到低速進給,逐步接近要求加工的目標位置,加工完成后返回起始位置。更改前,由控制系統發送脈沖控制,分為三段速,控制復雜。根據客戶要求,使用專用伺服改善,自動以指定速度行進指定距離。
三,方案
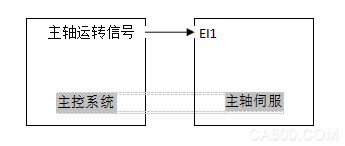
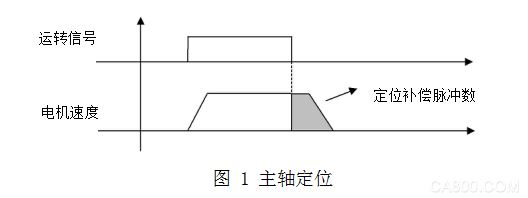
1、主軸定位:運轉信號無效時,伺服鎖定;運轉信號閉合時,以恒定轉速運轉;運行信號斷開時,根據機械傳動比,自動補償脈沖數,行走至定位點,伺服鎖定。
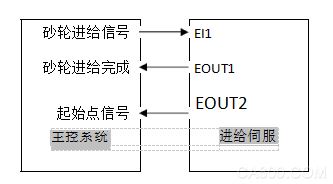
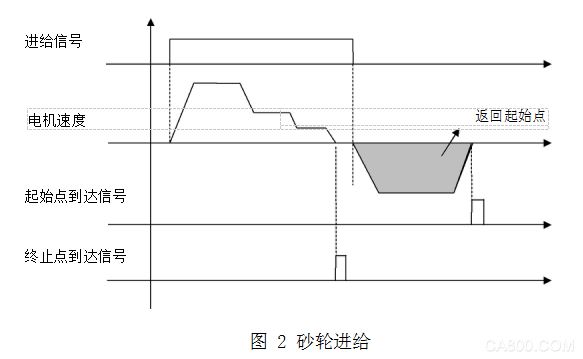
2、砂輪進給:進給信號無效時,伺服鎖定;主控系統輸出進給信號有效時,根據行程自動切換段速,分為三段,到達指定位置后,輸出對應信號給主控系統;等待主控輸出進給信號無效,按設定速度返回起始點,完成后,伺服鎖定,輸出對應信號給主控系統。
四,方案優勢
1、傳統方式缺點:
(1).主軸定位:需要添加 PLC,并編寫 PLC 程序。成本高,系統復雜。(2).砂輪進給:控制系統編程復雜,穩定性差,精度不高。
2、本方案優點:
(1). 主軸定位:以專用伺服替代[PLC+通用伺服],使用簡單,成本低。
(2). 砂輪進給:簡化系統,根據簡單指令,執行指定動作,控制簡單,精度高。
五,本方案實現方法
1、接線示意圖(系統框圖)