1 引言
虛擬加工過程仿真是虛擬制造的底層關(guān)鍵技術(shù),包括幾何仿真和物理仿真兩部分。幾何仿真是數(shù)控加工過程仿真的前提,通過刀具掃略體和工件模型連續(xù)的布爾運算可得切屑的去除加工過程仿真,它也提供了物理仿真評估切削力和加工誤差所需的主要參數(shù)�。物理仿真主要是力學(xué)仿真,它是虛擬數(shù)控加工過程仿真的核心部分,其內(nèi)涵就是綜合考慮實際切削中的各種因素,建立與實際切削擬合程度高的數(shù)學(xué)模型,從真正意義上實現(xiàn)虛擬加工與實際加工的“無縫連接”��。通過物理仿真與幾何仿真的集成,在進行數(shù)控加工過程幾何仿真的同時,顯示和預(yù)測加工過程中物理量的變化,可以節(jié)省數(shù)控程序的調(diào)試時間,減少數(shù)控加工的試切費用,提高機床的安全性,預(yù)測工件的加工質(zhì)量和機床的加工效率。
2 仿真系統(tǒng)的構(gòu)成
本系統(tǒng)以UG軟件為平臺,以UG/ISV模塊為基礎(chǔ),利用UG二次開發(fā)技術(shù),擴充軟件功能,通過考慮切削過程的各個物理因素,通過建立各個物理模型,然后利用遺傳算法優(yōu)化得出優(yōu)化的切削參數(shù)并優(yōu)化NC程序,從而縮短準(zhǔn)備時間,降低操作難度,優(yōu)化銑削結(jié)果,構(gòu)建具有實用意義的虛擬數(shù)控銑削幾何及物理仿真系統(tǒng)��。系統(tǒng)主要由幾何仿真模塊和物理仿真模塊兩部分組成��。其中,幾何仿真模塊主要利用ISV模塊完成虛擬模型建立,刀軌建立以及干涉校驗實現(xiàn)數(shù)控機床虛擬加工仿真;物理仿真模塊主要通過建立影響加工的各物理模型,進行銑削參數(shù)優(yōu)化,然后通過UG二次開發(fā)技術(shù)把物理仿真模塊無縫集成與UG軟件內(nèi),操作人員只需通過UG平臺就可以實現(xiàn)幾何及物理仿真���。虛擬數(shù)控銑削系統(tǒng)總體結(jié)構(gòu)如圖1所示:

圖1 虛擬數(shù)控銑削系統(tǒng)總體結(jié)構(gòu)
3 系統(tǒng)的實現(xiàn)
3.1 幾何仿真模塊的實現(xiàn)
幾何仿真模塊主要包括標(biāo)準(zhǔn)件庫的建立,虛擬機床運動模型的建立,虛擬加工仿真校驗?zāi)K三個部分��。通過幾何仿真模塊可以描述刀具的真實運動軌跡,完成碰撞、干涉檢驗等功能����。
3.1.1 虛擬機床運動模型的建立
在建立機床虛擬裝配模型的基礎(chǔ)上,定義裝配模型中各移動部件間相互運動關(guān)系(即機床運動模型),指定機床各軸(如直線軸和旋轉(zhuǎn)軸)的移動方向,行程及運動范圍等����。利用機床構(gòu)建器(Machine Tool Builder)模塊機床運動模型進行定義�。運動模型是用來描述機床運動的,定義運動模型后,機床各組件的運動方式得以確定���。
3.1.2 虛擬加工仿真
在完成機床加工工藝系統(tǒng)環(huán)境模型后,即可進入UG/ISV模塊進行加工仿真��。依據(jù)工藝文件各工序內(nèi)容安排,合理選擇加工對象,設(shè)定相關(guān)參數(shù),生成刀軌�。而后切換到程序視圖,進入操作導(dǎo)航器,選擇刀軌名稱及模擬方式即可進行加工仿真,仿真過程如圖2所示���。
3.2 物理仿真模塊的實現(xiàn)
物理仿真通過幾何仿真預(yù)先獲得加工過程中一些幾何加工參數(shù)和物理過程變化量,并以此為依據(jù)建立綜合目標(biāo)優(yōu)化模型,
在約束限定范圍內(nèi)通過遺傳算法得出的最優(yōu)加工參數(shù),然后利用UG二次開發(fā)技術(shù)把物理仿真模塊無縫集成與UG軟件內(nèi)�。
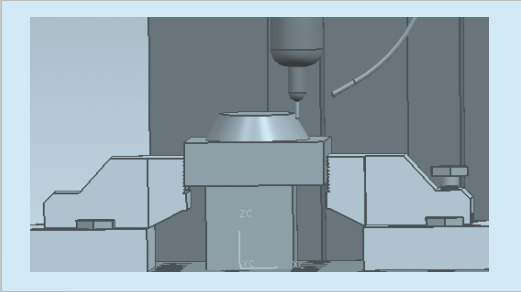
圖2 加工仿真過程圖
3.2.1 銑削加工特征段的定義
在一個銑削加工中,切削深度、切削寬度�����、切削速度和每齒進給量從幾何信息的角度對走刀步內(nèi)的特征進行了描述,走刀步中產(chǎn)生的銑削力�、產(chǎn)生的加工誤差則構(gòu)成了走刀步的物理信息。因此,將數(shù)控銑削加工過程中所包含有幾何信息和物理信息的走刀步定義為銑削加工特征段,經(jīng)這樣構(gòu)造的加工特征段既包括了數(shù)控銑削加工物理仿真關(guān)鍵技術(shù)研究,優(yōu)化加工參數(shù)信息,又包括了優(yōu)化目標(biāo)約束信息�。
通過數(shù)控銑削加工仿真系統(tǒng)中的幾何仿真模塊進行仿真,獲得每一加工特征段對應(yīng)的銑削深度和銑削寬度,以每次走刀步作為一個度量單位,獲得刀步數(shù)和銑削深度與銑削寬度對應(yīng)的關(guān)系曲線,在銑削寬度的最大和最小值之間劃分寬度區(qū)間,在銑削深度的最大和最小值之間劃分深度區(qū)間,尋找同一刀步對應(yīng)的寬度區(qū)間和深度區(qū)間,組合相同的寬度區(qū)間和深度區(qū)間中的刀步數(shù),構(gòu)成一個銑削加工特征組合段如圖3所示�����。
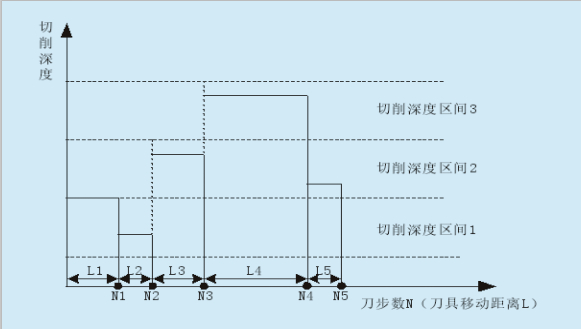
圖3 加工組合段
3.2.2 綜合目標(biāo)優(yōu)化模型的建立
在數(shù)控加工中,銑削速度V和每齒進給量fz對加工過程影響顯著,本文以V及fz為變量,以效率和成本為目標(biāo)進行優(yōu)化。
1.效率目標(biāo)函數(shù) 銑削加工中生產(chǎn)零件的時間由銑削時間,換刀時間和輔助時間組成若在工序中使用相同的設(shè)計參數(shù),則單一刀具銑削操作中生產(chǎn)以個零件的時間可表達(dá)為:
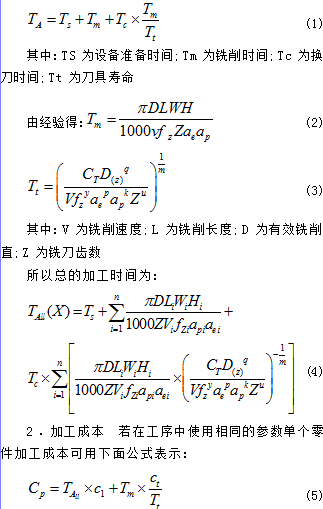
其中:Ct—刀具成本 C1—單位時間勞動力成本及其余的開支
3.綜合優(yōu)化目標(biāo)函數(shù) 由于實際加工情況復(fù)雜多變,為了能使在加工成本與加工時間綜合條件下尋求加工資源的最佳組合和合理配置,建立一個綜合的優(yōu)化模型采用多目標(biāo)線性加權(quán)求合法,綜合函數(shù)如下式:
(6)
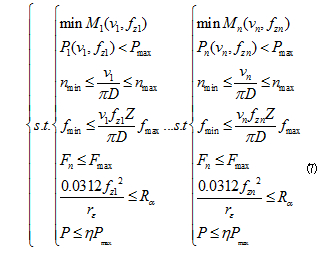
由于各個銑削加工特征組合段的設(shè)計參數(shù)銑削速度v和每齒進給量fz之間相互獨立,又因為銑削加工特征組合段對應(yīng)的銑削條件組合之間也相互獨立,所以綜合目標(biāo)函數(shù)轉(zhuǎn)化為:
3.3 幾何及物理仿真模塊的集成
首先基于UG平臺,建立虛擬加工實驗裝配模型(包括機床��、夾具��、工件),確保虛擬加工與實際加工的一致性,完成幾何仿真模型;然后利用利用UG二次開發(fā)技術(shù)以及VC++6.0實現(xiàn)物理仿真在UG軟件上的集成�。
通過UG/OPEN Menu Scrip以腳本的形式實現(xiàn)對UG主界面菜單的加載和修改���。物理仿真模塊在UG主菜單界面加載下拉式菜單的腳本文件如下:
VERSION 120
EDIT UG GATEWAY_MAIN_ MENUBAR
BEFORE _UG _WINDOW
CASCADE _BUTTON MENU_物理仿真
LABEL物理仿真
END_ OF_BEFORE
物理仿真模塊集成到UG軟件后如圖4所示�����。
完成幾何及物理仿真模塊的集成后,對實驗?zāi)P瓦M行干涉檢查,確認(rèn)刀具與夾具和工件都沒有干涉后,便可進行虛擬加工���。
通過虛擬加工,對生成的NC代碼分析得出加工特征組合段曲線,然后在UG平臺上進入物理仿真模塊,選擇參數(shù)優(yōu)化方式并輸入相關(guān)參數(shù)即可實現(xiàn)物理仿真,相關(guān)實現(xiàn)界面如圖5及圖6所示.
利用優(yōu)化后的加工參數(shù),通過幾何仿真獲得優(yōu)化的NC系統(tǒng),再把改程序應(yīng)用到仿真系統(tǒng),使得銑削加工特征組合段內(nèi)每一個刀步的切削參數(shù)得到優(yōu)化,在保證加工質(zhì)量的前提下,減少了加工時間和成本,實現(xiàn)了幾何及物理仿真模型真實意義上的集成���。
圖4 物理仿真的集成

圖5 物理仿真參數(shù)設(shè)置
圖6 物理仿真優(yōu)化結(jié)果
文以虛擬數(shù)控銑削仿真為研究重點,建立了虛擬銑削加工環(huán)境模型,通過優(yōu)化切削參數(shù),提高生產(chǎn)效率為主要目的,構(gòu)建了基于UG的數(shù)控加工幾何及物理仿真系統(tǒng)���。本系統(tǒng)的應(yīng)用減少生產(chǎn)準(zhǔn)備時間,通過選擇最優(yōu)加工參數(shù),保證了綜合效益最大化���。
參考文獻:
[1] 劉冀偉,楊者青.數(shù)控車削加工仿真系統(tǒng)結(jié)構(gòu)研究,航天制造技術(shù),2005,2:79-81.
[2] 費廣正,喬林.VC++6.0高級編程技術(shù)OpenGL篇,中國鐵道出版社 2000.
[3] 張秀生.數(shù)控加工物理仿真技術(shù)研究,組合機床與自動化加工技術(shù),2006,(4):31-35.