1 引言
杭州某廠印鐵機的印刷機與烘箱之間原來采用機械離合器實現(xiàn)傳動裝置之間的同步,控制精度差,沖擊大,機械磨損嚴重,使用壽命有限,增加維護成本,降低效率。所以需要對原烘箱的主鏈條驅(qū)動系統(tǒng)進行改造。
2 印鐵機烘箱主鏈條傳動系統(tǒng)工作原理
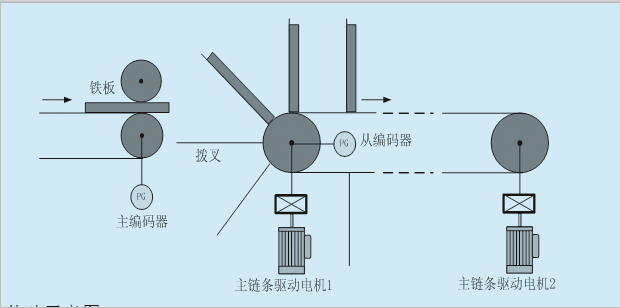
圖1 烘箱主鏈條傳動示意圖
印鐵機烘箱傳動機構(gòu)是一根長近百米的鐵制鏈條,鏈條上有數(shù)百根撥叉,每兩根撥叉之間放一塊鐵板���。為保證這跟大鏈條平滑可靠地運轉(zhuǎn),需要在頭尾各裝一套驅(qū)動電機,分別為M1和M2,這樣才能從兩頭張緊鏈條,防止鏈條打節(jié)。
烘箱前端是印刷機,印刷機主軸每轉(zhuǎn)一轉(zhuǎn)輸出一塊鐵板,這時烘箱也要正好轉(zhuǎn)過一個撥叉,將輸出的鐵板接走。為使銜接可靠成功,還需要保證每次鐵板過來的時候,正好在兩根撥叉中間的位置。M1和M2兩臺電機理論上要保持線速度同步,負載分配平衡����。
原控制系統(tǒng)M1電機輸出采用一臺機械離合器,M1的轉(zhuǎn)速高于實際需求,控制系統(tǒng)檢測到主鏈條轉(zhuǎn)速過低時,就吸合離合器;當控制系統(tǒng)檢測到主鏈條轉(zhuǎn)速過高時,又分段離合器�����。主鏈條就這樣一會兒加速,一會兒減速,保持與印刷機主機的角度近似同步。M2電機則使用滑差電機,開環(huán)控制,通過手動調(diào)節(jié)滑差頭的勵磁來調(diào)節(jié)M2電機的輸出轉(zhuǎn)矩。此種控制方式的缺點是很明顯的,首先M1電機的機械離合器磨損嚴重,容易損壞
造成故障停機;其次M2電機的輸出轉(zhuǎn)矩很難調(diào)整,調(diào)得不好很容易引起系統(tǒng)振蕩;最后需要指出的是原系統(tǒng)的傳動效率非常低�����。
3 系統(tǒng)改造方案
首先對主鏈條驅(qū)動電機1進行改造,采用Danfoss FC300系列變頻器加MCO305運動控制卡進行控制,實現(xiàn)印刷機主機與烘箱主鏈條之間的角度同步控制�����。在這個局部控制系統(tǒng)中,主編碼器安裝在印刷機主機的特定位置上,保證印刷機每輸出一塊鐵板,主編碼器旋轉(zhuǎn)1周,這樣就可以利用主編碼器的Z相脈沖信號作主標記信號,從而確定主機的角度相位基準。
從機的編碼器安裝位置沒有那么嚴格,可以裝在從機電機軸上,也可以裝在減速機的輸出軸上,只要能反映從機的真實轉(zhuǎn)速就行���。關鍵是從機的標記檢測位置傳感器要恰當安裝,保證每轉(zhuǎn)過一個撥叉就輸出一個信號。
然后對主鏈條驅(qū)動電機2進行改造�����。主鏈條驅(qū)動電機2的控制屬于單一封閉傳輸帶轉(zhuǎn)速同步���、負荷平衡分配的控制問題,由于現(xiàn)場兩臺驅(qū)動裝置電機和減速機的規(guī)格都是不同的,因此決定采用采用Danfoss FC300系列變頻器對主鏈條驅(qū)動電機2進行轉(zhuǎn)矩控制,轉(zhuǎn)矩給定信號取自主鏈條驅(qū)動變頻器1的輸出轉(zhuǎn)矩信號�。這樣就解決了轉(zhuǎn)速同步、負荷平衡分配的控制問題,系統(tǒng)有很好的控制穩(wěn)定性�����。Danfoss FC300變頻器能夠提供轉(zhuǎn)速開環(huán)化�����、和轉(zhuǎn)速閉環(huán)兩種轉(zhuǎn)矩控制模式,轉(zhuǎn)速閉環(huán)轉(zhuǎn)矩控制模式能提供最佳的轉(zhuǎn)矩控制精度和最快的響應速度,但是考慮到需要加裝電機編碼器,會增加系統(tǒng)的故障點,因此采用了轉(zhuǎn)速開環(huán)轉(zhuǎn)矩控制方案����。實際允許效果證明轉(zhuǎn)速開環(huán)轉(zhuǎn)矩控制模式在烘箱主鏈條雙驅(qū)動同步控制上精度已經(jīng)足以滿足要求了�。
系統(tǒng)整體改造方案框圖請參見圖2。
4 MCO305運動控制器功能簡介
MCO305硬件I/O端口配置:
● 兩個編碼器接口
支持增量編碼器,單圈或多圈SSI絕對位置編碼器,Hiperface接口編碼器���。
● 10個數(shù)字量輸入
● 8個數(shù)字量輸出
● 1個RS485通訊口
● 1個CANOpen通訊口
● 另外還可以利用變頻器本體的全部資源。
MCO305與變頻器的通訊結(jié)構(gòu):
系統(tǒng)內(nèi)部有兩條通訊總線,一條是SPI總線,速度較高,專門用于傳遞編碼器信號和變頻器速度給點指令;另一條是CAN總線,處理相對來說響應要求不高的數(shù)據(jù)和指令����。
本改造方案主要使用了MCO305運動控制卡內(nèi)置的標記同步控制功能。
標記同步是一種擴展功能的位置同步。這種控制模式下會執(zhí)行額外的位置修正來使從站標記與主站標記對準�����。主站標記和從站標記信號可以由用戶自己靈活地選擇是來自編碼器Z相脈沖信號還是外部傳感器的數(shù)字輸入量信號�。
在啟動標記同步時,其初始行為將類似于位置同
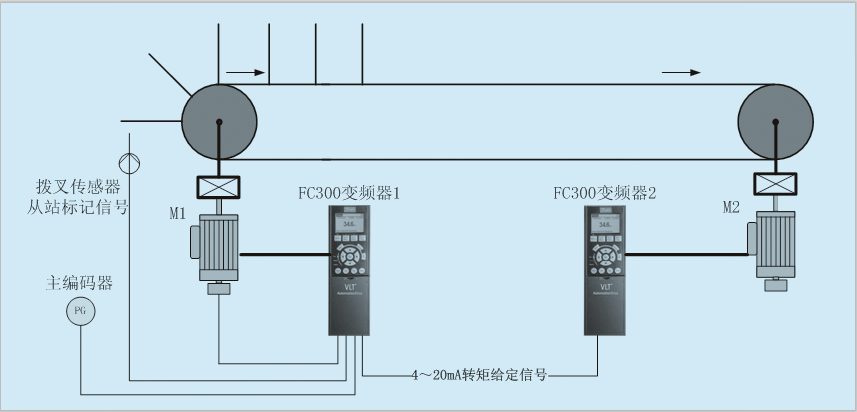
圖2 烘箱主鏈條雙驅(qū)動控制改造方案
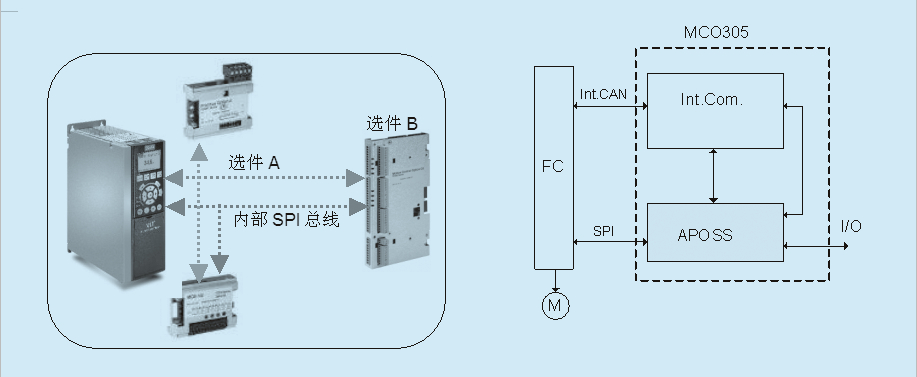
圖3 MC0305與變頻器的通訊結(jié)構(gòu)圖
步,但在檢測到第一組(主、從)標記信號后,標記相位修正便會開始工作。通過參數(shù)33-23可以定義用于第一個標記修正的標記�����。
標記同步的典型應用如下:
1) 兩條獨立生產(chǎn)線之間的角度同步,并有保持相位關系的控制要求;
2) 傳動比無法設置為100%正確的角度同步控制;
3) 編碼器和必須保持同步的部件之間存在滑移的同步控制;
4) 產(chǎn)品之間的間距不等分的同步控制�。
5 結(jié)束語
改造以后的控制系統(tǒng)在現(xiàn)場運行可靠、穩(wěn)定,相位調(diào)整方便,得到了客戶的好評����。表明丹佛斯FC300變頻器加MCO305標記同步控制功能和從機轉(zhuǎn)矩平衡的控制方案用于印鐵機烘箱主鏈條驅(qū)動控制是完全合理可行的�。為以后相似設備的設計和改造,提供了一個很好的參考�。
參考文獻:
[1] FC300 Design Guide.MG33BC02.Danfoss.
[2] MCO305 Design Guide.MG33L502.Danfoss.