1.引言
對于塑料制品行業來說,電耗是其生產成本的主要部分,而注塑機是塑料制品廠的主要能耗設備之一,因此降低注塑機的能耗、提高生產效率成為注塑行業降低成本、提高產品競爭力的有效途徑。
經過測試,一般單臺傳統定量泵注塑機能耗和所占比例分別是:
油壓系統的耗能:75-80%
加熱單元的耗能:10-15%
冷卻系統的耗能:5-10%
控制組件的耗能:1-5%
其中最大能耗部分:油壓系統用電量占注塑機的75%以上。
目前絕大多數的注塑機都屬于液壓傳動注塑機,液壓傳動系統中的動力由電機帶動油泵提供。在注塑周期的過程中,鎖模,射出,保壓,冷卻,開模等過程需要不同的壓力和流量,對于油泵馬達都是處在于負載變動的狀態。液壓系統的負荷變化很大,傳統注塑機采用定量泵,不能調節輸出轉速和功率,因此多余的能量只能在擋板、油路泄露、油的溫升中消耗掉,當系統需求超過設定的流量及壓力,會由溢流閥或比例閥來調整壓力流量,這個過程稱之為高壓節流,造成的能量損失高達40%-75%。這樣既加劇了各種閥門的磨損,又造成油溫過高,電機噪音過大,以及機械壽命縮短等現象。并且通常在設計中,用戶油泵電機設計的容量比實際需要高出很多,存在“大馬拉小車”的現象,造成電能的大量浪費。
因此御能電液伺服系統在注塑機上的應用,主要針對的就是塑機油壓系統,對于減少能源浪費提高生產效率具有重要意義。
2.設備系統介紹
2.1KINWAY注塑機液壓系統產品構成
英威騰工業的液壓伺服驅動系統主要由專用伺服驅動器、三相交流永磁同步電機、伺服液壓油泵壓力傳感器等幾部分組成。利用先進的DSP和永磁交流伺服電機實現電動液壓控制系統的壓力、流量自動調節等自動控制功能。

專用伺服驅動器:從成熟、穩定、可靠的混合動力汽車電機伺服控制器衍生而來,是專為注塑機液壓伺服系統開發的專用驅動器。內含位置環、速度環和電流環,借助高性能的數字信號處理器(DSP)和低成本單片機(ARM)實現了高性能矢量控制、無位置傳感器力矩控制、精確位置和速度控制、非線性弱磁高速控制、位置校正空間矢量低速控制。通過嚴格的電磁兼容、高低溫、潮濕、震動試驗,適應各種惡劣環境,已通過CE認證。
三相交流永磁同步電機:轉子磁鋼由高溫強磁釹鐵錋材料構成,采用表貼式固定方式,調速范圍更寬,高速運行更加可靠。由于采用細長型結構,電機轉子的轉動慣量小,動態響應更快,同時電機的運行噪聲更低。
伺服液壓泵:選用住友伺服液壓內嚙合齒輪泵。
速度(流量)反饋器件:采用結構牢固,耐高溫、抗震動、抗干擾的能力很強的機械型旋轉變壓器作為位置反饋部件,英威騰開發了與旋轉變壓器相配合的專用信號處理芯片,速度反饋精度達到每轉4096個脈沖,足以滿足注塑機的控制精度需要。
壓力反饋器件:采用進口的瑞士Trafag壓力傳感器
2.2御能注塑機電液伺服系統組成示意圖
如圖所示,英威騰注塑機電液伺服系統主要由伺服驅動控制器、電機轉子位置/速度傳感器、永磁同步電機、與伺服電機同軸連接的油泵,以及檢測系統油壓的壓力傳感器等關鍵部件組成。

3.負載運動特點

上圖中,前半張圖為定量泵,變量泵,伺服三種系統在整個塑機工況中的功率消耗情況,后半張圖深藍色顯示區域為定量泵系統與伺服電液系統在同等工況下的能耗差。其中兩塊較大面積的區域為是整個工況中的保壓和冷卻部分,可以看出實際節電效果取決于保壓和冷卻時間占整個周期的比例。
節電率不僅和機器有關,更重要的取決于成型工藝。輕率的承偌50%以上節電率是不負責任的做法。已有案例的節電率從20%-70%不等,在非快速成型工藝下一般節能率在40%以上。
4.控制要求
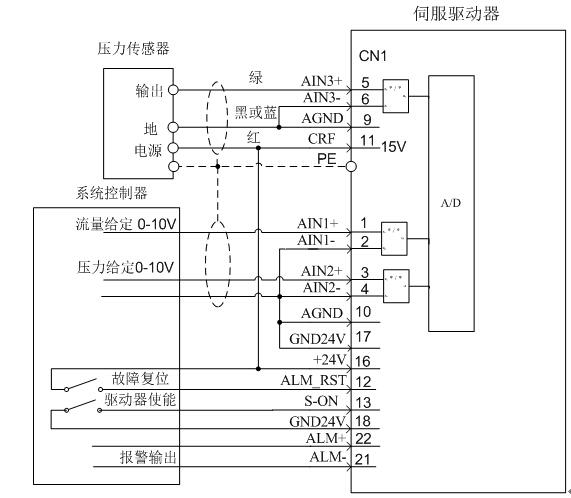
將模擬量信號直接加在伺服驅動器的系統壓力給定信號和系統流量給定信號的輸入端;將油泵出口的壓力傳感器接入伺服的壓力反饋信號端口。伺服系統通過接入的壓力和流量信號進行PI調節,改變伺服電機的輸出轉矩和轉速,從而改變油泵電機的輸出流量Q和壓力P,并通過電機上的旋轉編碼器和油路中的壓力傳感器,反饋實際情況形成高精度的雙閉環控制,以滿足注塑機在各個工序中所需的油壓大小和流量速度,這樣就能避免能量浪費。
5.電氣連接
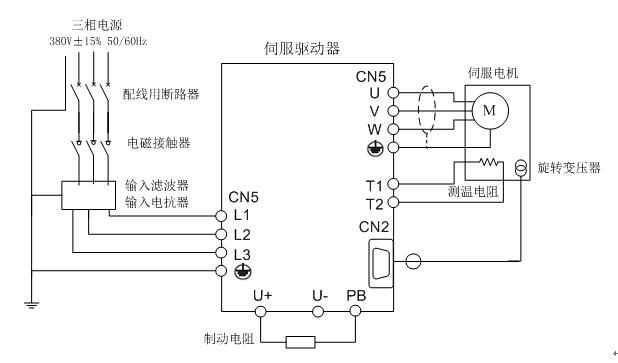
5.1完成主電路端子接線
1) 將輸入動力電纜分別接到驅動器電源輸入端子L1、L2、L3上,將輸入動力電纜的接地導體與驅動器的任一顆接地螺絲(PE)連接,并將螺絲旋至適當松緊度以保證連接通暢。
2) 將電機三相輸入端子的W V U分別與驅動器伺服電機連接端子W V U連接,并將螺絲旋至適當松緊度以保證連接通暢。將電機地線端子與驅動器的任一顆接地螺絲(PE)連接。將電機測溫電阻端子與驅動器端子T1、T2連接,并將螺絲旋至適當松緊度以保證連接通暢。將電機旋轉變壓器連接端子與驅動器連接器CN2連接,并旋緊固定螺絲。
3) 將制動電阻兩個接線端子與驅動器端子U+,PB連接,并將螺絲旋至適當松緊度以保證連接通暢。
5.2參看控制器蓋板后的連線圖,完成控制部分的連線
5.3 完成電機及油泵在注塑機上的安裝,確認油路的連接和電機接線正確。
6.保護功能
報警保護代碼速查表
|
代碼
|
保護內容
|
含義
|
代碼
|
保護內容
|
含義
|
|
Err01
|
IPM故障
|
功率模塊瞬時通過短路電流
|
Err02
|
過載
|
輸出電流超過驅動器允許的工作電流
|
|
Err03
|
直流過壓
|
主電路DC 電壓異常高
|
Err04
|
直流欠壓
|
電機通電運行時,主電路DC 電壓下降到保護值下
|
|
Err05
|
正向過速
|
伺服電機的正向轉速異常高
|
Err06
|
模塊過溫
|
伺服驅動器的散熱片過熱
|
|
Err07
|
電機過溫
|
伺服電機繞組過熱
|
Err08
|
軟件故障
|
伺服驅動器軟件運行異常
|
|
Err09
|
CAN故障
|
調試中用,用戶程序沒有此報警
|
Err10
|
環境過溫
|
驅動器內空氣溫度過熱
|
|
Err11
|
自檢故障
|
驅動器內部硬件異常
|
Err12
|
任務重入
|
軟件程序調用出錯
|
|
Err13
|
油壓過壓
|
油壓系統壓力超出允許值
|
Err14
|
反向過速
|
工藝控制模式時,電機反轉過速
|
|
Err15
|
壓力傳感器故障
|
壓力傳感器接線錯或本身損壞
|
Err16
|
制動電阻損壞
|
制動電阻未接或損壞
|
|
Err17
|
交流過壓
|
輸入交流電壓過高
|
Err18
|
EEPROM 故障
|
伺服單元EEPROM 數據異常
|
|
Err19
|
使能欠壓
|
電機開始通電時,主電路DC電壓過低
|
Err20
|
交流欠壓
|
輸入交流電壓過低
|
|
Err21
|
制動過載
|
制動電阻過載發熱,引起溫度過高
|
Err22
|
節點故障
|
主從系統間CAN通訊異常
|
|
Err23
|
整流單元故障
|
交流電壓與直流電壓檢測值不匹配
|
Err24
|
上電超時
|
上電繼電器吸合超時
|
|
Err25
|
485通訊故障
|
工藝指令模式為485連續時,485通訊異常驅動器報此故障
|
7.調試要點
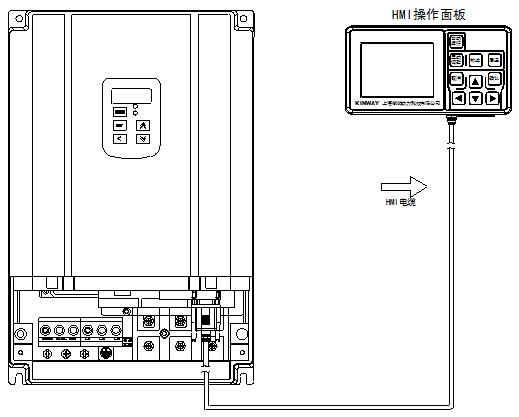
HMI連接:MH500系列伺服電液系統支持HMI上電時的熱插拔。調試時將HMI的DSUB9端子插入驅動器前蓋板內的CN4端子內即可實現HMI與驅動器的連接。如下圖所示.
調試流程圖:

依步序經行設置后就能使系統運行。
8.注意事項
為了保證完好的性能和長期工作壽命,請將MH500伺服驅動器安裝在以下建議環境中,確保驅動器免遭損壞。
|
注意:
|
1、應避免陽光直射,不要直接戶外使用。
|
|
2、不可在腐蝕性氣體及液體環境中使用。
|
|
3、不可在油霧、濺水環境中使用。
|
|
4、不可在鹽霧環境中使用。
|
|
5、不可在淋雨、潮濕環境中使用。
|
|
6、空氣中飄有金屬粉末或絲紡纖維飄絮時須加過濾裝置。
|
|
7、不可在機械沖擊、振動場合下使用。
|
|
8、當環境溫度高于55℃時,必須采取降溫措施方可使用。
|
|
9、過冷和過熱會使設備故障。建議在-20℃~+55℃范圍使用。
|
|
10、遠離電源噪聲,例如電焊機、大功率用電設備會影響本設備的使用。
|
|
11、放射性材料會影響設備的使用。
|
|
12、易燃物品、稀釋劑、溶劑應遠離本設備。
|
9.產品特點介紹
英威騰kinway品牌的注塑機液壓伺服系統的優勢
9.1 產品性能優勢
1) 御能伺服驅動器為塑機專用伺服驅動器,過載系數達2.5~3倍;比起市場上用變頻器改造而來的所謂的伺服(矢量變頻器)1.5倍的過載系數,御能產品有著專業伺服得天獨厚的優勢;
2) 節省能耗:與傳統定量泵相比伺服系統節能50%-70%,個案高達80%;與變量泵相比伺服電機節能最低承諾25%;
3) 增加單位時間的產品合格數量5%以上;
4) 流量響應時間50MS,壓力響應時間100MS
5) 制品重量重復誤差<0.3%< span=&"&">
6) 螺桿射膠終止位置誤差<0.1mm< span=&"&">
7) 節省了傳統技術高壓節流浪費的能量;
8) 節省了液壓冷卻系統的消耗
9.2 按汽車產品的管控流程控制產品質量
1) 全面的高低溫工況的試驗
2) 嚴格的震動環境試驗