
工藝要求
收卷
在設備工作過程中,要保持線材張力恒定,整個收卷過程不會出現(xiàn)線材拉扯變形、斷裂和松散。
啟動加速、停機減速和高低恒速運行過程中,機器運行穩(wěn)定,材料張力恒定,收卷過程不出現(xiàn)線材拉扯變形、斷裂和松散。
材料張力可根據(jù)需求設定。
排線
通常成品線材是層繞在工字輪上的,在工字輪的橫軸上,線材應該一圈一圈平行緊密地排列。在這個工藝環(huán)節(jié)里,要求有一個排線裝置來完成材料在橫軸上端到下端往復的排列成品材料。排線裝置來回往復的速度可以是定速也可以根據(jù)收卷電機的速度來控制。根據(jù)機械設計的要求,排線的實現(xiàn)有很多種方案,比如機械,變頻等。
急停抱閘
n設備運行過程中,若出現(xiàn)緊急情況,要求整個設備快速停下來。該工藝過程要求停機過程結束后線材不會被拉斷,這樣才可以保證下次可以順利啟動。
n設備運行過程中,若設備檢測出線材斷裂或者其它故障,整個設備需要馬上停止工作。設備外部可提供抱閘電路,由設備輸出抱閘信號控制抱閘電路工作,以使得機器能快速停下來。當然也可以在變頻器內部增加制動電阻來控制整機快速停止。
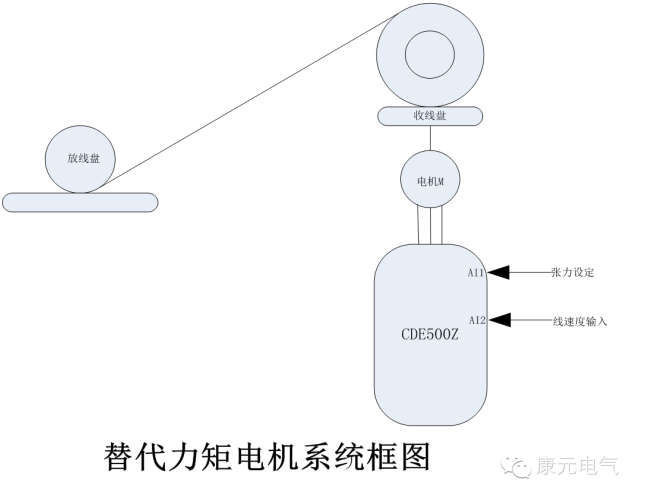
系統(tǒng)組成
系統(tǒng)提供自動卷徑計算功能,可以根據(jù)前端線速度進行卷徑計算,前端線速度可以通過模擬電壓或者是脈沖傳遞到收卷電機;系統(tǒng)也可以根據(jù)線材的厚度,層圈數(shù),再根據(jù)電機轉速(脈沖計數(shù)或者自身估算)計算累計圈數(shù),以此算出卷盤的卷徑。 用戶可通過鍵盤或者電位器設定線上張力。隨著拉絲的進行,卷盤上的線材會越來越多,卷徑變得越來越大,根據(jù)T(轉矩)=F(張力)*R(卷盤半徑),若張力恒定,那么隨著卷徑的增大,轉矩也需要相應的增大。
系統(tǒng)提供自動卷徑計算功能,可以根據(jù)前端線速度進行卷徑計算,前端線速度可以通過模擬電壓或者是脈沖傳遞到收卷電機;系統(tǒng)也可以根據(jù)線材的厚度,層圈數(shù),再根據(jù)電機轉速(脈沖計數(shù)或者自身估算)計算累計圈數(shù),以此算出卷盤的卷徑。
為了在啟動,停止和加減速過程中更好的控制線上的張力,系統(tǒng)增加機械慣量補償系數(shù),靜摩擦補償系數(shù),滑動摩擦補償系數(shù),材料密度等參數(shù),以使得線上張力恒定。
自動錐度計算功能,根據(jù)工藝需求,隨著收卷盤卷徑的增大可自動調整線上張力,滿足產品卷曲成型質量。
產品特點
–收卷采用轉矩開環(huán)控制,使用卷徑計算功能適當調整轉矩,保持線上張力恒定,無需外加速度反饋的編碼器和張力控制器,節(jié)約成本且可免除外界干擾。收卷轉矩控制精度高,可準確提供用戶需要的張力并且對張力給定響應快,保證加工的材料粗細均勻,不斷絲不松絲。
–收卷部分啟動加速、停機減速過程平滑,低速下張力控制穩(wěn)定,收卷的線材不會被拉斷或變形。
–無需使用力矩電機,普通異步電機即可工作,節(jié)約了成本。
–錐度計算功能滿足工藝需求。
