包裝造紙業(yè)的神操作
↓↓↓↓
能完成這個動作的功臣就是縱切機
瓦楞紙縱切機如何工作的����?
瓦楞紙縱切機應(yīng)用于紙箱加工流程���,是瓦楞紙板生產(chǎn)線中進行成品裁切的機械設(shè)備�����。

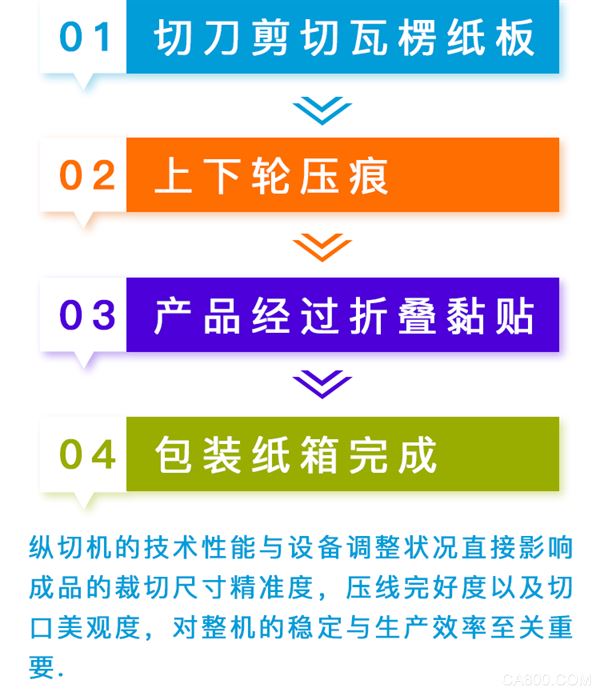
控制原理
縱切機的切刀驅(qū)動裝置由刀座�、活動架��、滑塊��、電機、刀盤等組成����。
1�,排刀和壓輪動作:
①每個分切刀頭和壓痕頭都有獨立的伺服控制設(shè)備啟動:設(shè)備啟動后�����,伺服經(jīng)過齒輪齒條傳動帶動刀和壓輪移動。
②根據(jù)設(shè)定的參數(shù)選定刀的數(shù)量與壓輪的數(shù)量����,收到生產(chǎn)管理系統(tǒng)下發(fā)的刀與壓輪位置���,控制伺服運動到運算位置�。
2,換單動作:
瓦楞紙縱切機生產(chǎn)過程中需要換單���,上位機生產(chǎn)管理系統(tǒng)根據(jù)訂單要求,控制算法依據(jù)當前切刀頭和壓痕頭實際位置�����,按照新訂單要求的尺寸���,選擇排刀和壓輪的最優(yōu)路徑���,以最快的速度移動到位��。
3�,紙板物料進出料動作:
進料與出料�,設(shè)備需與前端設(shè)備進行同步控制,保持張力穩(wěn)定�,保證料帶正常平穩(wěn)運行���。
控制要點
1.排刀壓輪時�����,要求伺服電機可靠性高,速度和響應(yīng)快�;
2.要求穩(wěn)定定位精度�����,從而提高分切精度,控制誤差更小�;
3.換單生產(chǎn)時,由于生產(chǎn)速度很快,要求換刀必須迅速�����,減小物料損耗����;
4.需要控制收放卷的速度��,保證瓦楞運行平穩(wěn)�����,均勻出料,分切膜成型整齊��,不出現(xiàn)褶皺與彎曲����;
5.加速��、減速及勻速階段不出現(xiàn)斷紙停料而導(dǎo)致停產(chǎn)停機。
合信控制方案
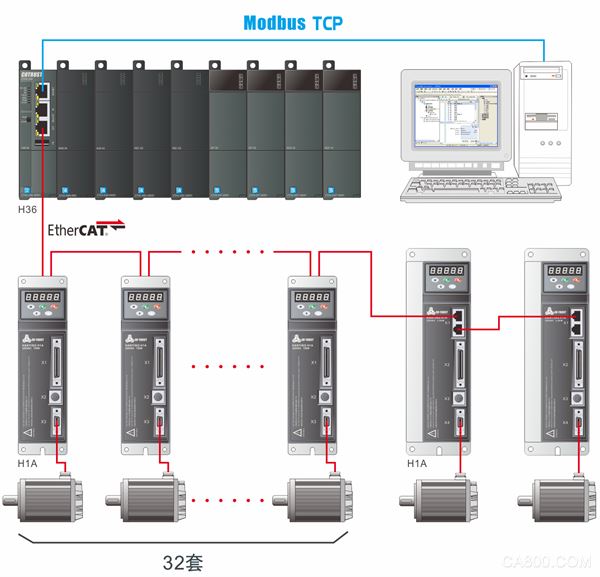
合信深耕瓦楞行業(yè)多年,針對此系統(tǒng)采用合信自主研發(fā)的全套產(chǎn)品,提供基于EtherCAT控制的整套解決方案��。
CTH300系列的H36通過本地擴展模塊,再通過EtherCAT總線連接34臺H1A系列伺服驅(qū)動器。
產(chǎn)品配置
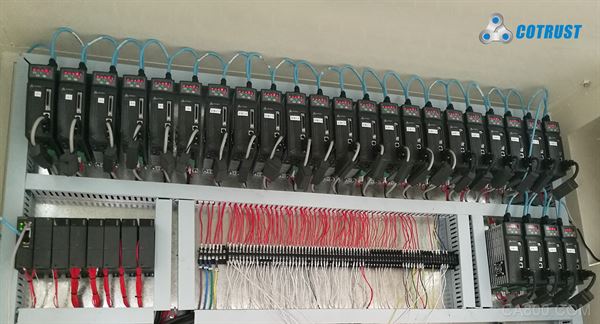
現(xiàn)場照片
方案特點

1.上位機生管系統(tǒng)通過modbus TCP以太網(wǎng)連接H36,通訊效率高抗干擾能力強,縮短上位機與控制系統(tǒng)的通信交互時間��;
2.系統(tǒng)采用EtherCAT總線控制�,解決了采用脈沖控制方式時的接線繁瑣,丟脈沖導(dǎo)致定位精度不準�����;
3.相比CanOpen總線的控制方案�����,EtherCAT這套方案通訊實時性更高����,不會丟幀導(dǎo)致控制不同步���,通信質(zhì)量好且穩(wěn)定可靠���;
4.伺服電機額定轉(zhuǎn)速3000rpm�,定位精度高��,響應(yīng)快�,確保縱切刀、壓線輪快速���、精確、可靠��、自動換單��;
5.伺服電機采用絕對值編碼器��,可掉電保存位置,省去外部原點開關(guān)和限位傳感器等;
6.應(yīng)用PLC內(nèi)置PID功能塊���,非常好的控制進料、出料調(diào)速效果��,達到良好的同步張力控制效果。
