“
11月,小合分享了合信方型鋰電池卷繞機(jī)方案;
貌似掀起了討論的小高潮;
于是,今天重磅推出鋰電第二彈:
最炫的,疊片動(dòng)力電池[機(jī)器人裝配生產(chǎn)線]來了
基于合信控制系統(tǒng)的疊片電池
——機(jī)械手全自動(dòng)裝配生產(chǎn)線
建議WIFI下觀看[機(jī)器人裝配生產(chǎn)線]
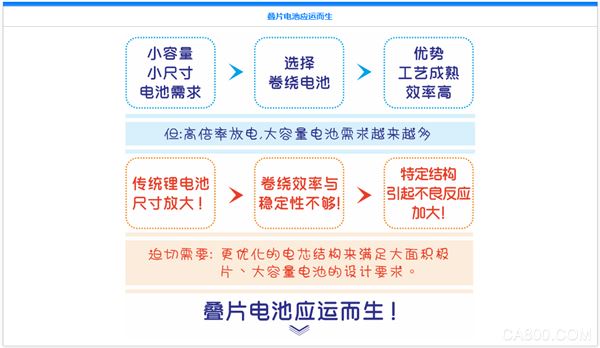
疊片電池優(yōu)勢(shì):
①. 均勻一致的反應(yīng)界面
②. 更均勻的電流密度,優(yōu)良內(nèi)部散熱性能
③. 內(nèi)阻低、容量大、高倍率
④. 厚度便于控制,可超薄可超厚
⑤. 適用于異形、動(dòng)力電池、高倍率電池
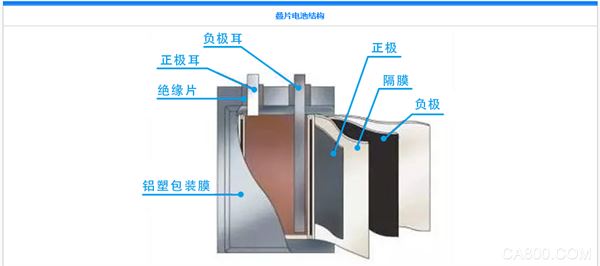
疊片動(dòng)力電池裝配生產(chǎn)線
流程示意圖
經(jīng)過疊片之后,來到組裝生產(chǎn)線的第一個(gè)加工圓盤:預(yù)焊操作臺(tái)。4個(gè)加工工位完成后一號(hào)機(jī)器人搬運(yùn)到傳送帶。
第二個(gè)加工圓盤:焊接操作臺(tái)。控制直角機(jī)械手送蓋板極,經(jīng)過5個(gè)加工工位完成后二號(hào)機(jī)器人搬運(yùn)到傳送帶。
第三操作工序主要功能就是貼膠。
三號(hào)機(jī)器人:負(fù)責(zé)進(jìn)料和出料;
四號(hào)機(jī)器人:負(fù)責(zé)抓電池到熱熔底板和抓電池到熱熔包膜;
五號(hào)機(jī)器人:負(fù)責(zé)把熱熔包好膜的電池抓到貼膠處,貼膠完后抓走給一號(hào)機(jī)器人取出到傳送帶。
疊片電池裝配生產(chǎn)系統(tǒng)——控制要求
視頻所見的生產(chǎn)線是負(fù)責(zé)動(dòng)力鋰電池的疊片,極耳預(yù)焊、檢測(cè)、焊接、貼膠,包膜,熱熔,入殼等多道工序,整個(gè)過程需要快速銜接,外圍設(shè)備與多個(gè)SCARA機(jī)器人配合。整個(gè)系統(tǒng)需要多機(jī)器人協(xié)同控制全部控制由一個(gè)主機(jī)控制完成,減少不同系統(tǒng)間的數(shù)據(jù)交換。通過EtherCAT的總線連接20多個(gè)驅(qū)動(dòng)器加多個(gè)EtherCAT遠(yuǎn)程IO模塊,為遠(yuǎn)距離多點(diǎn)數(shù)的應(yīng)用。
重中之重——合信方案
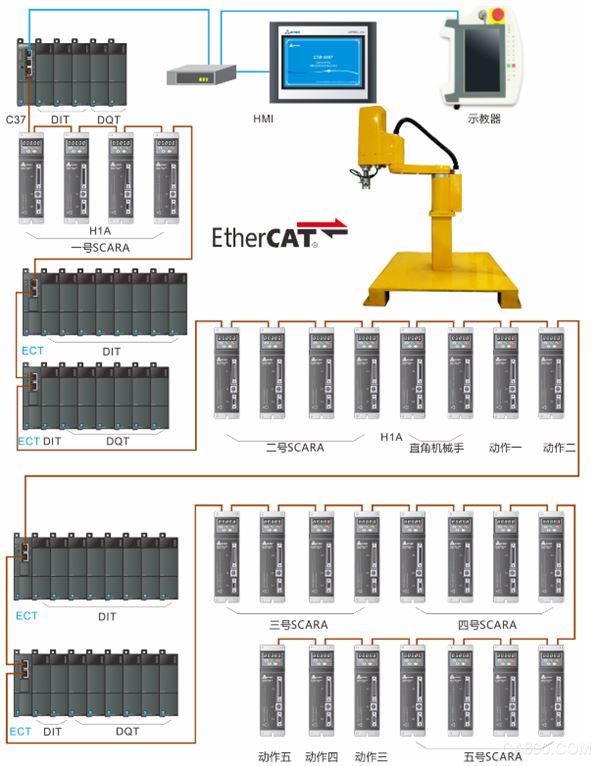
方案采用CTH300系列C37運(yùn)動(dòng)控制器和機(jī)器人示教器,通過EtherCAT總線通訊方式搭配H1A伺服驅(qū)動(dòng)器和EtherCAT遠(yuǎn)程IO模塊,以擴(kuò)展模塊方式與設(shè)備外部信號(hào)交互,組成整套機(jī)器人生產(chǎn)線的解決方案。
這個(gè)方案可以控制多種模型的機(jī)器人,單主機(jī)同時(shí)控制多個(gè)機(jī)器人,并且擴(kuò)展外部軸非常方便,廣泛應(yīng)用于有機(jī)器人流水線式的控制需求。
方案優(yōu)勢(shì)

|
C37
|
1. CODESYS軟件平臺(tái)
2. 支持PLCopen標(biāo)準(zhǔn)運(yùn)動(dòng)控制指令、支持電子凸輪/電子齒輪
3. 支持CNC及多種機(jī)器人模型算法
|
|
MICO
|
1. 基于互聯(lián)網(wǎng)的智能終端,可實(shí)現(xiàn)遠(yuǎn)程監(jiān)控
2. 支持多種平臺(tái),WINDOWS、IOS、ANDROID
3. 可通過合信HMI的組態(tài)軟件組態(tài)顯示界面,不需其它軟件生成。
|
|
示教器
|
1. 歐系風(fēng)格設(shè)計(jì),輕便舒適
2. 顯示界面可以通過上位機(jī)組態(tài)
|
|
合信技術(shù)機(jī)器人生產(chǎn)線解決方案:
1. 集成運(yùn)動(dòng)控制、PLC控制和網(wǎng)絡(luò)控制于一體
2. 可獨(dú)立使用各功能模塊,又可集成實(shí)現(xiàn)各種復(fù)雜控制功能。
3. 更高的穩(wěn)定性、開放性。
|
現(xiàn)場(chǎng)圖