1 引言:
垃圾焚燒的控制是一個典型的過程控制,目前用于過程控制的主要有簡單的單回路儀表控制、工控機(IPC)、可編程控制器(PLC)以及DCS。
本文采用科威EC系列PLC作為系統控制核心,以軟件設計為主,詳細論述黃石醫療垃圾焚燒站焚燒爐系統的順序控制及燃燒過程控制的實現過程。
2 基本要求:
1) 所有自動控制系統均設手動、自動切換、轉換開關,即既可自動也可手動兩種模式。
2) 所有按鈕帶指示燈,開機、停機顏色區分。
3) 凡涉及自動控制設定值應隨機可調整。
4) 除喂料自動控制,就地設置和單獨控制系統外,其余控制和顯示集中在焚燒爐+5m 操作臺控制室內的電控柜內。
3 系統方案
3.1系統結構
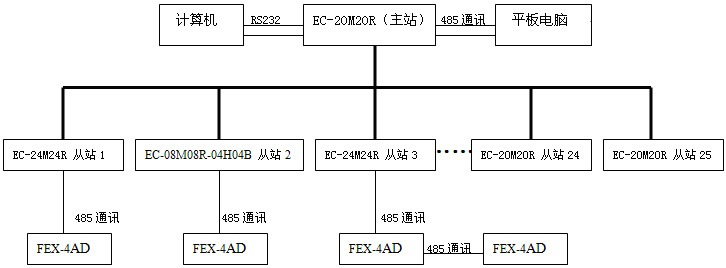
1.科威EC-20M20R、EC-24M24R、EC-08M08R-04H04B PLC,加上FEX-4AD擴展實現手動、自動切換、轉換開關以及全自動焚燒控制過程。
2.計算機通過RS232與主站PLC的RS0口連接,平板電腦用過485與PLC的RS1口連接,所有手動操作、參數設定、開關狀態均通過平板電腦實現。
3.系統框圖
3.2、系統簡介
(一)、 醫廢垃圾提升至+12m 操作平臺
1、擬采用工業電梯或電動葫蘆提升機
2、電器控制為單獨控制系統,方式為:手動、限位、升降(正反轉)
3、由電梯廠提供單獨專用電控柜
(二)、 投料部分(采用PLC 控制單元方式)
采用翻箱機裝箱扣牢后啟動遠程按鈕 PLC 自動控制,一級推板機和二級推進破袋機工作
1、裝箱扣牢后啟動遠程按鈕PLC 工作
2、一級推板機退出(暫設)10 秒后
3、翻箱機翻箱10 秒后,控制自動返回
4、一級推板機推進關閉8 秒后
5、二級推進破袋機退出8 秒后
6、二級推進機破袋機推進8 秒關閉
1—6 為一個工作程序
控制要求:
⑴ 初始狀態:翻箱機不動,一級密封推板、二級推進破袋機全部處于關閉狀態;
⑵ 當翻箱機翻箱時,一級密封推板打開,二級推進破袋機處于關閉;
⑶ 箱內物料倒完后,一級密封推板板關閉,二級推進破袋機退出,打開落料后即時推進關閉;
上述⑵~⑶為1 個工作程序,時間45~60 秒如此反復,主要考慮以時間控制并可調整。
(三)、布料機(人工控制)不進入PLC
采用手動、開停機、正反轉方式根據焚燒爐焚燒狀況,人工調整調速儀,改變布料機轉速。
配套: 3KW(調速電機) 1 臺
(四)、 二燃室助燃部分控制(采用 PLC 控制單元方式)
由測溫熱電偶→儀表輸出→PLC 自動控制油管電動閥和噴油燃燒器啟動工作和關機。
配套:全自動常鼓風燃油燃燒4 臺,熱電偶及帶信號輸出溫度顯示儀2 套)
○1 該機自身可與爐膛溫度傳輸到溫度顯示儀設定的上限值時溫度與下限值溫度連接,實現溫度高于上限值,則自動停止噴油燃燒;溫度低于下限值時,則自動啟動燃燒器點火噴油燃燒。
○2 過渡油箱進油管裝設油位控制器及常閉式二位二通電磁閥,當油位到下限值需進油時,自動通電閥開進油,到油位上限時,斷電閥關閉。
(五)、一燃室裝(0~1300℃ L=1200mm)測溫熱電偶1 套(僅顯示爐膛溫度)
不進入 PLC
(六)、焚燒爐卸渣及出渣刮板機(手動聯鎖控制方式) 不進入PLC
1、焚燒爐卸渣配套: 4KW 調速電機
2、刮板機配套: 2.2KW 電機
3、控制說明:
A、出渣刮板機與焚燒爐卸渣傳動,聯鎖控制。即須先開刮板機后才能啟動卸渣傳動,卸渣傳動停后,才能停刮板機。
B、刮板機因故障停時,焚燒爐卸渣自動立即停。
4、操作時應由爐工根據一燃室的渣層高度及爐床通風實際情況,確定是否需要卸渣或松動渣層,而啟動和停止卸渣和出渣。
(七)、 一次風機(采用手動控制方式) 不進入 PLC
1、風機型號:9-19No5A 右0° 功率: 11KW 電機
2、風機進口裝:電動蝶閥,蝶閥配電液推桿,推力:100kg,行程:150mm
3、風機設開停按鈕,啟動后連續運轉,根據焚燒爐一燃室燃燒熱解狀況僅調節電動蝶閥閥板開度,調節供風量。
4、蝶閥開度使用按鈕正反轉、點動調節。
5、與尾排風機故障停機聯鎖:即當尾排風機出現故障停機時一次風機同時停機。
(八)、 二次風機(PLC 控制單元方式)
二次風機采用在線監測的 CO 指標,由監測儀表輸出→PLC 自動控制二次風機的電液蝶閥調整閥門的大小。
風機型號:9-19№4.5A 右 90 度;功率: 7.5kw
風機進口裝電動蝶閥,配套電液推桿,推力100kg,行程150mm。
風機自身設置開、停按鈕,PLC 控制主要是調節蝶閥閥門開度,控制進口風量;
控制調節依據:根據在線監測的CO 值反饋給PLC 自控系統,當CO>70mg/m3 時 (應可調),閥門開度加大,增加風量;當CO<60mg/m3 時(應可調),閥門開度減小,減少風量。與尾排風機故障聯鎖,即尾排風機故障停機時,二次風機同時停。
(九)、焚燒爐出口(即螺旋熱氣交換器進口)不進入 PLC
裝0~1300℃ L=600mm 測溫熱電偶及溫度顯示儀1 套(僅顯示溫度)。
(十)、螺旋熱氣交換器 不進入 PLC
自身無動力檢測控制設施
(十一)、冷煙氣加熱器(僅顯示煙氣溫度) 不進入 PLC
高溫煙氣進口處裝(0~1300℃ L=600mm)測溫熱電偶及溫度顯示儀 1 套
加熱煙氣出口處裝(0~200℃ L=300mm)測溫熱電偶及溫度顯示儀 1 套
(十二)、熱水交換器 不進入 PLC
自身無動力監測控制設施
僅人工調節進水閘閥,控制進水量
管道上配: 管道泵一臺,電機 2.2KW
當水壓低,供水不足時,人工啟動管道泵開或停。
(十三)、Ⅰ級急冷洗氣塔(PLC 自動控制單元方式)
采用出口測溫(<200℃)熱電偶儀表輸出→PLC 自動控制水管電動閥工作調整水量
配套設備:
⑴ 耐酸堿離心泵,功率: 5.5kw,流量15立方/小時,揚程30M;1臺。
⑵ 兩層螺旋噴咀管網,進水管上裝設電動閥門1 臺;
⑶ 0~800℃ L=1200mm 熱電耦、帶輸出信號溫度顯示儀各1 套;
控制要求:
以一級急冷洗氣塔出口煙氣溫度≤200℃為界線;當出口煙氣溫度≥190℃時,由測溫儀表反饋給PLC 系統自控器指令閥門開大,增加水流量降溫,反之則閥門關小。
(十四)、ⅠⅡ級急冷及洗滌脫酸塔座(僅顯示煙氣溫度)不進入PLC
裝設 0~600℃ L=1200mm 測溫熱電偶及溫度顯示儀1 套
(十五)、Ⅱ級洗滌脫酸塔(PLC 自動控制單元方式)
采用在線監測二氧化硫指標儀表輸出→PLC 自動控制堿液水管電動閥工作調整堿液量
配套設備:
⑴ 配用2 臺耐酸泵,管網連通;
⑵ 兩層螺旋噴咀管網,進水管上裝設電動閥門1 臺;
⑶ 0~800℃ L=1200mm 熱電耦、帶輸出信號溫度顯示儀各1 套;
控制要求:
⑴ 主要依據在線監測反饋的SO2 數據;以SO2 值250mg/m3(并可調整設定)為上限值;
⑵ 當在線檢測儀監測SO2 超過上限值時,信號反饋給PLC 系統自控器指令閥門開大,增加洗滌堿液流量,低于此值時閥門關小,減小堿液流量;
⑶ 同時要兼顧考慮洗滌塔煙氣出口溫度,以50℃(可調整設定)為上限,高于上限值時,自控器指令閥門開大,低于此值時則關小。出口處配備0~200℃ L=300mm 熱電偶及溫度顯示儀。
(十六)、冷凝脫水塔(人工控制調整閘閥)人工啟動水泵1 臺,不進入PLC
綜合Ⅰ級急冷洗氣塔水泵管網,自身無動力監測設施
僅人工分別調節進水閘閥,控制冷水流量。
(十七)、冷凝脫水、干燥吸附塔座(僅顯示煙氣溫度)不進入PLC
裝設 0~200℃ L=1200mm 測溫熱電偶及溫度顯示儀1 套
(十八)、干燥吸附塔(僅顯示出口溫度)不進入PLC,無動力設備
1、內部裝填各種吸附材料,根據情況定期人工交換
2、出口處裝0~200℃ L=300mm 測溫熱電偶及溫度顯示儀1 套
(十九)、活性碳噴吹裝置(手動控制啟動和停止)不進入PLC
配套設備:
1、擺線針輪減速電機550W 1 臺
2、手動閘閥 1 只
采用人工啟動開停按鈕,控制小螺旋喂入活性碳粉,壓縮空氣噴送入干燥吸附塔內,用氣量由人工手動調節。
(二十)、除塵器進口冷風蝶閥(PLC 自動控制單元)
采用測溫熱電偶儀表輸出→PLC 自動控制冷風閥的電動蝶閥開和。
配套設備:
1、氣缸1 臺,4V310 電磁閥1 只
2、0~200℃ L=300mm 熱電偶及帶輸出信號溫度控制儀1 套
3、以除塵器進口煙氣溫度為依據,設定溫度的上、下限值(一般情況下,上限值95℃,下限值75℃)為準。(應可調整)當進除塵器煙氣溫度高于 95℃上限值時,PLC 指令冷風蝶閥打開冷風摻進降溫,并進行高溫報警,低于95℃上限值時,則關閉冷風蝶閥,停止高溫報警。
4、當進除塵器煙氣溫度低于75℃下限值時,發出低溫報警信號及聲響。
(二十一)、袋式除塵器(PLC 自動控制單元)
氣箱脈沖袋式除塵器為離線清灰方式,采用定時制式PLC 自動控制各室提升閥開閉及電磁閥脈沖寬度分室輪番清灰,脈沖寬度、清灰間隔、清灰周期應可調。作為系統而言,減少布袋粘塵,減少濾袋阻力,主要是防止溫度過低結露糊袋和高溫燒毀濾袋及防腐層。
另:除塵器自身需要配備
⑴電磁脈沖閥5 臺
⑵氣缸5 臺
⑶電磁閥5 臺
出灰螺旋手動控制開、停。不進入PLC,功率1.5KW
采用設定時間,按5 室輪換工作(見PLC 程序編程)
(二十二)、尾排風機(PLC 自動控制)
配備:
⑴ 尾排風機:型號9-26№5.6A 左0°;功率: 30kw;數量:1 臺
⑵ 電動蝶閥 1 臺,配套執行機構: 電液推桿,功率370W/380V;
控制要求:
⑴ 風機自身設開停按鈕及故障停機報警,PLC 控制主要是保障系統均呈負壓狀態運
行,依據焚燒爐進料口處裝設的正、負壓電接點壓力表(負壓值可調)進行調節蝶閥開度,增大或減少抽風量;
⑵ 當出現正壓或負壓不足時,PLC 指令蝶閥開大;
⑶ 當負壓過大時,PLC 指令蝶閥關小;
⑷ 當蝶閥開至最大進料口仍出現正壓,則發出報警信號;
⑸ 尾排風機與一次、二次風機緊急排放閥實行超壓故障停機連鎖并發出聲光報警,即當尾排風機蝶閥開至最大,進料口仍呈正壓狀態時,則緊急排放閥迅速自動打開,一、二次風機同時停機并報警。
⑹ 當尾排風機出現故障時,一二次風機立即停機。
(二十三)、防爆緊急排放閥(PLC 自動控制單元)
配套:
⑴ 緊急排放煙囪管上裝設氣動蝶閥配SC50*150 氣缸,4V310 型220V 電磁閥1 套;
⑵ 電接點壓力表1 只;
控制要求:
⑴ 當電接點壓力表顯示爐膛達到設定壓力值時,通過電訊號使電磁閥動作,使氣缸帶動蝶閥迅速打開,緊急排出煙氣,并予以聲光報警;
⑵ 當爐膛壓力恢復到設定值以下,電磁閥復位使氣缸將閥門關閉,停止報警。
⑶ 與尾排風機聯鎖,尾排風機故障緊急停機時,蝶閥風速打開排煙。正常停機時,蝶閥乃為關閉。
采用焚燒爐測壓,儀表輸出→PLC 自動控制電動蝶閥打開和關閉。
(二十四)、堿液池(2 座輪換使用)(人工控制)
設液位控制儀每池1套,共2 套
1、配耐酸泵,5.5KW 電機1 臺,從污水池抽水分別進2 座堿液池,手動連同液位控制儀一并轉換,液位池液位到上限值時自動停,耐酸泵配堿轉換,到下限值時自動啟動耐酸泵。
2、人工配堿
3、配堿液攪拌機,2.2KW 2 臺,每池1 臺,堿液池水中加入堿粉或堿塊后,人工啟動攪拌機開、停機。
(二十五)、在線監測設備(帶各種檢查數量信號輸出接口)
外購配套,單獨控制系統。
3.3、系統特點
整個系統采用PLC控制,通過CAN總線組網,方便用戶操作,同時配合上位機監控,了解整個系統的運行狀況。PLC控制器具有更強的抗干擾能力和良好的系統穩定性,并且具有體積小,編程簡單,更容易為操作人員所接受的特點
