關鍵字:
刨纖類人造板;調施膠系統;主參量控制模型;工藝特性
導讀:
根據人造板工業中調施膠工藝與精準控制技術的發展現狀,本文針對刨花板、纖維板生產的調施膠工藝環節,分析原料形態、含水率、調膠量、施膠比、速度等主要參量的動態變化規律,建立了主參量動態變化的數學模型,提出刨纖類人造板調施膠工藝中的若干關鍵技術問題,為實現調膠過程中膠液組劑的精確配比控制、施膠過程中刨花或纖維的準確動態恒比控制、多型復合原料調施膠柔性工藝優化控制等提供理論基礎,并設計了相應的控制算法。
(4) 針對流量式調膠工藝的比值隨動配比控制
由于要實現并行調施膠生產工藝,每種化學試劑必須通過獨立的計量泵和流量計,通過控制來達到定量的比例。
并行在線式調膠控制方法是基于泵電機流量計的單閉環比值隨動控制。配比控制以原膠流量為基準,按比例控制各流量連續輸送到調膠罐中,如需改變調膠速度,僅需修正原膠給定,其它配方注劑流量按比例隨動跟蹤。比值隨動控制另一方面是施膠隨動控制,控制施膠量跟隨刨花或纖維流量按放施膠比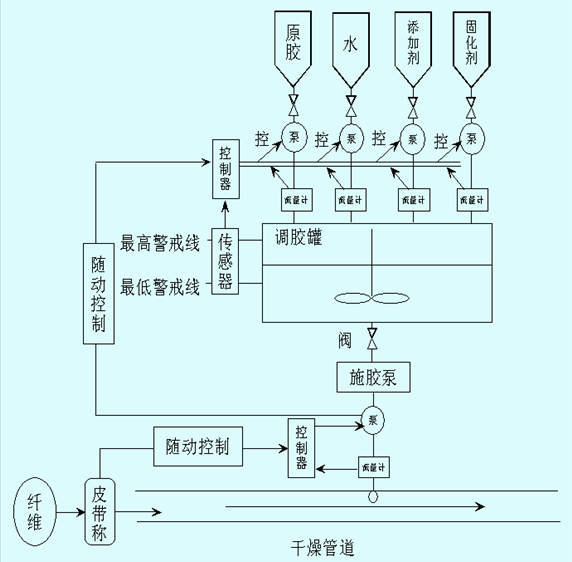
圖7
跟蹤控制。
根據調膠、施膠流量配比的兩個動態控制及穩定性要求,調膠、施膠并行及其關聯控制通過區域液位最優控制實現,即調膠罐液位控制在允許區域范圍上下浮動,盡量使調膠流量比值隨動控制減少過渡過程,配比準確;同時,通過區域液位變化率計算比值隨動基準給定變化情況,從而達到區域液位最優控制。如圖7。
上頁 1 2 3 4 5 下頁