關鍵字:
刨纖類人造板;調施膠系統;主參量控制模型;工藝特性
導讀:
根據人造板工業中調施膠工藝與精準控制技術的發展現狀,本文針對刨花板、纖維板生產的調施膠工藝環節,分析原料形態、含水率、調膠量、施膠比、速度等主要參量的動態變化規律,建立了主參量動態變化的數學模型,提出刨纖類人造板調施膠工藝中的若干關鍵技術問題,為實現調膠過程中膠液組劑的精確配比控制、施膠過程中刨花或纖維的準確動態恒比控制、多型復合原料調施膠柔性工藝優化控制等提供理論基礎,并設計了相應的控制算法。
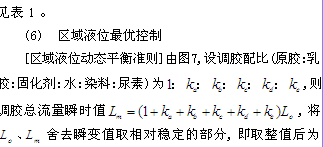
(5) 針對稱重式調膠工藝的時分復用調度控制
針對刨花板生產線的“GM&D-P刨花板調施膠過程控制系統”,該系統可根據現場情況可選基于流量計量的并聯在線式單閉環比值隨動控制配比調膠與模糊PID控制施膠系統,亦可選基于重量計量的時分復用調度式調膠及流量式模糊PID控制施膠系統。GM&D
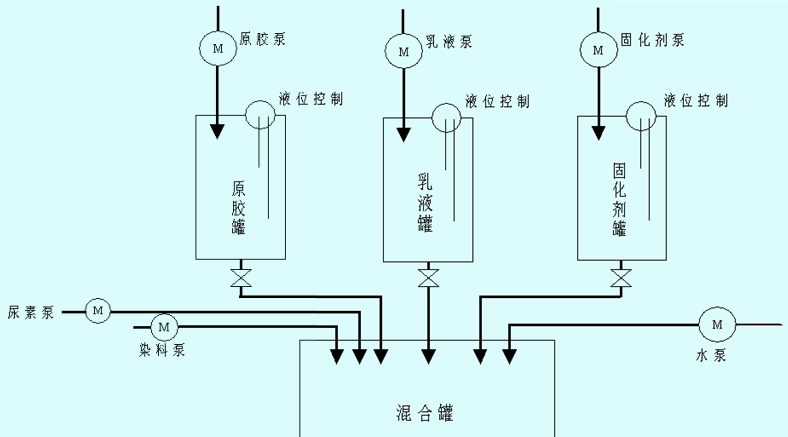
圖8
-P刨花板調施膠過程控制系統如圖8。
① 技術方案
遵照提高測量精度和配比精度、提高自動化水平、安全可靠、低成本高性能的原則,針對稱重計量,芯表單路施膠混膠生產工藝,在保證系統功能的前提下,復用混合罐并進行時分復用調膠調度控制,精確測量皮帶稱計量環節的轉速、施膠流量,實現刨花流量與施膠量自動配比控制。
② 時分復用調施膠穩定性約束
[Q-T約束條件]即容量—時間約束條件。設混合
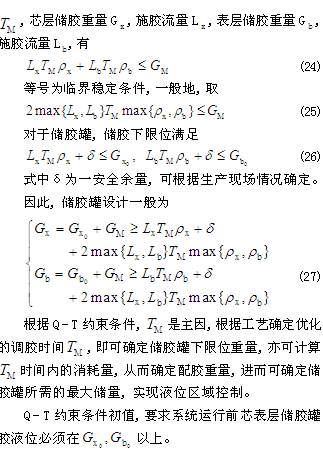
在滿足Q-T約束條件及初值前提下,系統可穩定工作在調度式間歇(占空比)配膠狀態,其間歇時間裕量可滿足施膠量擾動及工藝變化的系統穩定性要求。
③ 時分復用調膠調度控制
調施膠整體工藝過程。調膠各配方制劑按“原膠->乳膠->固化劑->水->染料->尿素”的加料順序依次投放,系統根據調膠罐、表層消耗罐、芯層消耗罐重量實現調施膠過程控制。根據Q-T約束條件和液位區域控制要求,時分復用調膠調度邏輯關系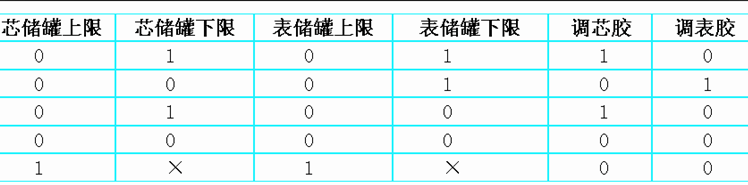
上頁 1 2 3 4 5 下頁