1 引言
全自動鏜孔機(jī)床設(shè)備采用步進(jìn)電機(jī)、步進(jìn)驅(qū)動器、伺服電機(jī)、伺服驅(qū)動器、限位傳感器、氣缸系統(tǒng)和振動盤來實(shí)現(xiàn)對產(chǎn)品原件的上料,鏜孔加工,產(chǎn)品下料以及鐵削吹除的加工,采用報警來控制對設(shè)備上的工作情況進(jìn)行提示報警,實(shí)現(xiàn)對設(shè)備生產(chǎn)過程的更好監(jiān)控。該設(shè)備是客戶針對自己的產(chǎn)品開發(fā)出來的針對性設(shè)備。該設(shè)備具有工作效率高、操作簡單易學(xué)、全自動化的加工流程更加便于操作、可以實(shí)現(xiàn)一人多機(jī)操作的優(yōu)點(diǎn)。特別適合用于產(chǎn)能大,質(zhì)量要求高的企業(yè)。減少人工成本,提高了產(chǎn)能效益。
2 系統(tǒng)設(shè)計(jì)方案
全自動鏜孔車床外觀參見圖2-1所示。
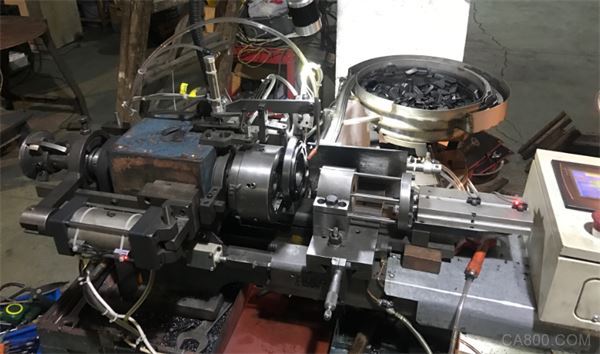
圖2-1 全自動鏜孔車床
2.1 方案背景
全自動鏜孔車床設(shè)備目前市場上使用的控制系統(tǒng)方案PLC+HMI;其中PLC使用最多的品牌是三菱、匯川、臺達(dá)、豐偉和歐姆龍;HMI使用最多的品牌是威綸通、昆侖通態(tài)和臺達(dá)。由于永宏經(jīng)濟(jì)型PLC和HMI的性價比相對于其他品牌較高,所以永宏經(jīng)濟(jì)型PLC和HMI在全自動鏜孔車床設(shè)備的應(yīng)用前景很好。全自動鏜孔車床設(shè)備系統(tǒng)方案如表2-1所示。
表2-1 全自動鏜孔車床設(shè)備系統(tǒng)方案
|
系統(tǒng)方案
|
控制器
|
操作界面
|
|
方案1
|
匯川PLC
|
匯川HMI
|
|
方案2
|
三菱PLC
|
威綸通HMI
|
|
方案3
|
臺達(dá)PLC
|
臺達(dá)HMI
|
|
方案4
|
歐姆龍PLC
|
歐姆龍HMI
|
|
方案5
|
豐偉PLC
|
昆侖通態(tài)HMI
|
|
方案6
|
永宏PLC
|
永宏 HU
|
|
…
|
…
|
…
|
2.2 客戶需求
根據(jù)客戶要求,全自動鏜孔車床設(shè)備的整體動作穩(wěn)定可靠,響應(yīng)速度快,設(shè)備可控性強(qiáng)能夠根據(jù)不同的產(chǎn)品設(shè)置相應(yīng)的參數(shù),使設(shè)備操作間單容易上手。設(shè)備要注重安全,防止出現(xiàn)意外事故。全自動鏜孔車床設(shè)備具體功能要求如表2-2所示。
表2-2 全自動鏜孔車床設(shè)備具體功能要求
|
要求1
|
設(shè)備動作穩(wěn)定可靠。
|
|
要求2
|
每一步動作,相應(yīng)速度快。
|
|
要求3
|
設(shè)備可控性強(qiáng),能根據(jù)需求調(diào)整參數(shù)。
|
|
要求4
|
設(shè)備操作簡單易上手。
|
|
要求5
|
加強(qiáng)報警功能,防止意外事故。
|
|
要求6
|
能夠監(jiān)視各個動作的運(yùn)行狀態(tài)。
|
|
…
|
…
|
2.3 解決方案
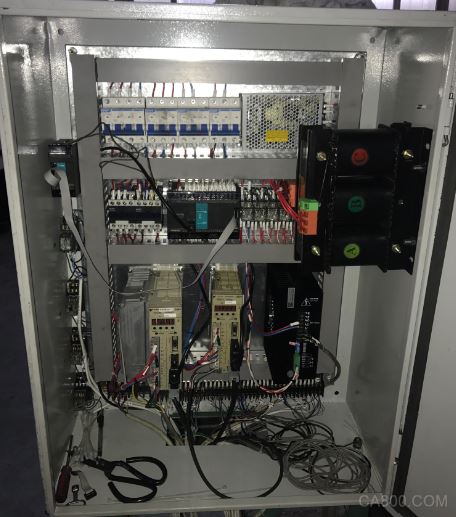
全自動鏜孔機(jī)床設(shè)備采用步進(jìn)電機(jī)、步進(jìn)驅(qū)動器、伺服電機(jī)、伺服驅(qū)動器、限位傳感器、氣缸系統(tǒng)和振動盤來實(shí)現(xiàn)對產(chǎn)品原件的上料,鏜孔加工,產(chǎn)品下料以及鐵削吹除的加工,采用報警來控制對設(shè)備上的工作情況進(jìn)行提示報警,實(shí)現(xiàn)對設(shè)備生產(chǎn)過程的更好監(jiān)控。該方案主要包括系統(tǒng)硬件設(shè)計(jì)和系統(tǒng)軟件設(shè)計(jì);其中系統(tǒng)硬件設(shè)計(jì)包括硬件(產(chǎn)品)配置、機(jī)械結(jié)構(gòu)和電氣控制等三部分,系統(tǒng)軟件設(shè)計(jì)包括流程控制、I/O配置和程序設(shè)計(jì)等三部分;全自動鏜孔機(jī)床設(shè)備設(shè)計(jì)參數(shù)如表2-3所示;全自動鏜孔機(jī)床電控柜參見2-2所示。
|
設(shè)計(jì)參數(shù)
|
實(shí)物效果圖
|
|
控制系統(tǒng)
|
永宏PLC
|
|
|
操作界面
|
HU070L
|
|
伺服
|
1.5KW+750W
|
|
步進(jìn)
|
1KW
|
|
工作效率
|
2min
|
|
工作氣壓
|
0.6MPa-0.8MPa
|
|
工作電源
|
380VAC 50Hz
|
|
工作環(huán)境
|
溫度5-70℃
|
|
濕度20-90%
|
表2-3 全自動鏜孔車床設(shè)備設(shè)計(jì)參數(shù) 圖2-2全自動鏜孔車床電控柜
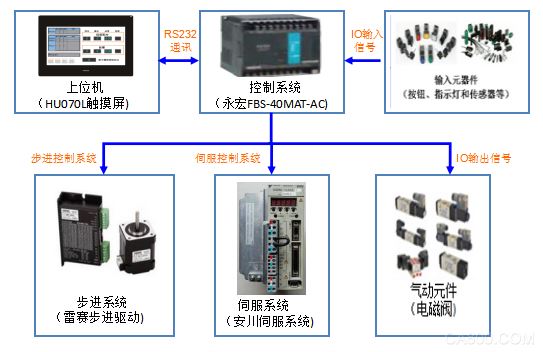
基于上述各項(xiàng)技術(shù)指標(biāo),全自動鏜孔機(jī)床設(shè)備系統(tǒng)方案架構(gòu)如圖2-5所示。本方案控制系統(tǒng)采用永宏經(jīng)濟(jì)型FBS系列MA系列控制器,主要控制整體設(shè)備的動作流程;振動盤把工件震動到上料槽,分料盤伺服電機(jī)按照設(shè)定參數(shù)動作,推料氣缸把到位產(chǎn)品推入分料盤,上料氣缸把分度盤模具移動到位,通過頂料氣缸把產(chǎn)品頂入夾具中,夾具氣缸把產(chǎn)品進(jìn)行夾緊,旋轉(zhuǎn)頭伺服高速運(yùn)行,進(jìn)刀步進(jìn)電機(jī)根據(jù)觸摸屏設(shè)置的參數(shù)進(jìn)行動作,完成加工后把產(chǎn)品下料,最后吹氣把鐵削吹除,設(shè)備重新進(jìn)行循環(huán)。上位機(jī)采用永宏HU 系列HMI操作界面,提供自動操作、手動調(diào)試、監(jiān)視界面和參數(shù)設(shè)置等界面,用戶可根據(jù)自身需求進(jìn)行各項(xiàng)操作和參數(shù)設(shè)置。
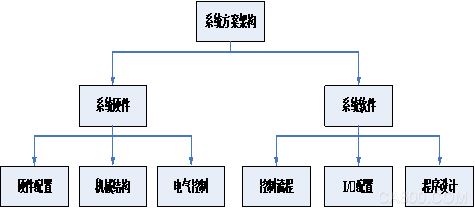
圖2-5 全自動鏜孔車床設(shè)備系統(tǒng)方案架構(gòu)圖
3 系統(tǒng)硬件設(shè)計(jì)
3.1 硬件配置
全自動鏜孔機(jī)床設(shè)備的系統(tǒng)硬件由永宏FBS-40MAT2-AC PLC控制器、永宏FBS-8YT 模塊、永宏HU HMI、歐姆龍限位傳感器 、雷賽步進(jìn)電機(jī)、雷賽步進(jìn)驅(qū)動器、安川伺服電機(jī)、安川伺服驅(qū)動器、亞德客氣缸及其外圍輸入輸出線路(包括按鈕、指示燈和蜂鳴器等)組成。全自動鏜孔機(jī)床設(shè)備系統(tǒng)硬件清單如表3-1所示;全自動鏜孔機(jī)床設(shè)備系統(tǒng)硬件配置如圖3-2所示。
|
硬件明細(xì)表
|
硬件配置圖
|
|
永宏PLC主機(jī)
|
1臺
|
|
|
觸摸屏
|
1臺
|
|
I/O擴(kuò)充模塊
|
1臺
|
|
伺服
|
2臺
|
|
步進(jìn)
|
1臺
|
|
傳感器
|
若干
|
|
電氣部件
|
若干
|
|
機(jī)械部件
|
若干
|
表3-1 全自動鏜孔車床設(shè)備硬件明細(xì)表 圖3-2 全自動鏜孔車床設(shè)備硬件配置圖
3.2 電氣控制
本方案控制系統(tǒng)采用永宏經(jīng)濟(jì)型FBS系列PLC控制器,主要控制整體設(shè)備的動作流程;振動盤機(jī)構(gòu),把產(chǎn)品按照順序依次震動入槽;定位機(jī)構(gòu),把分度轉(zhuǎn)盤機(jī)構(gòu)進(jìn)行定位,防止出現(xiàn)位置偏移;推料機(jī)構(gòu),把到位產(chǎn)品推入分度轉(zhuǎn)盤機(jī)構(gòu);分度轉(zhuǎn)盤機(jī)構(gòu),通過旋轉(zhuǎn)固定角度一次對產(chǎn)品進(jìn)行入料排位。送料機(jī)構(gòu),把分度轉(zhuǎn)盤通過氣缸推出到位;頂料氣缸,把產(chǎn)品推入旋轉(zhuǎn)機(jī)頭;鎖緊機(jī)構(gòu),對產(chǎn)品進(jìn)行壓緊防止產(chǎn)品位移;進(jìn)刀機(jī)構(gòu),按照設(shè)定參數(shù)刀頭進(jìn)行動作,完成對產(chǎn)品的加工。
4系統(tǒng)軟件設(shè)計(jì)
4.1 工藝流程
全自動鏜孔機(jī)床設(shè)備的工藝流程主要包括9部分:1、振動盤機(jī)構(gòu):把產(chǎn)品按照順序依次震動入槽;2、定位機(jī)構(gòu):把分度轉(zhuǎn)盤機(jī)構(gòu)進(jìn)行定位,防止出現(xiàn)位置偏移;3、推料機(jī)構(gòu):把到位產(chǎn)品推入分度轉(zhuǎn)盤機(jī)構(gòu);4、分度轉(zhuǎn)盤機(jī)構(gòu):通過旋轉(zhuǎn)固定角度一次對產(chǎn)品進(jìn)行入料排位;5、送料機(jī)構(gòu);把分度轉(zhuǎn)盤通過氣缸推出到位;6、頂料機(jī)構(gòu):把產(chǎn)品推入旋轉(zhuǎn)機(jī)頭;7、鎖緊機(jī)構(gòu):對產(chǎn)品進(jìn)行壓緊防止產(chǎn)品位移;8、旋轉(zhuǎn)機(jī)頭機(jī)構(gòu):旋轉(zhuǎn)機(jī)頭高速旋轉(zhuǎn)運(yùn)行;9、進(jìn)刀機(jī)構(gòu):按照設(shè)定參數(shù)刀頭進(jìn)行動作,完成對產(chǎn)品的加工。這9個部分的動作為一個動作周期;可以根據(jù)觸摸屏上設(shè)置的參數(shù)來控制設(shè)備運(yùn)行的速度,加工的速度,可監(jiān)控傳感器信號的合格不合格等來實(shí)現(xiàn)產(chǎn)品自動化流水線的生產(chǎn)。
4.2 控制流程
全自動鏜孔車床設(shè)備流程如圖4-2所示。
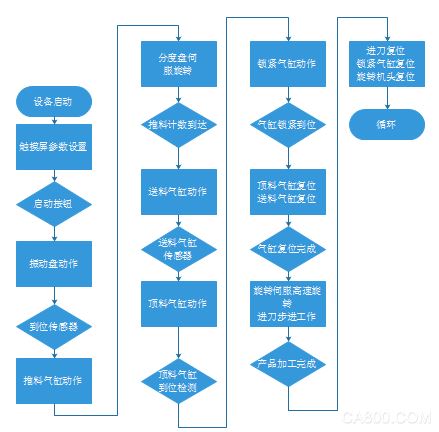
圖4-2 全自動鏜孔車床設(shè)備控制流程圖
5 結(jié)束語
通過現(xiàn)場調(diào)試,全自動鏜孔車床設(shè)備的應(yīng)用大大提高了產(chǎn)品的加工工藝,提高了穩(wěn)定性,使工作過程更加流暢,減少了人力資源可以實(shí)現(xiàn)一人多機(jī)同時工作,提高了安全性能,減少了意外事故發(fā)生的可能性,從而高性價比的永宏PLC在全自動鏜孔車床設(shè)備上得到了很好的應(yīng)用。