1 引言
近年來,由于制造業自動化需求的不斷增長,機器人、物聯網、人工智能等技術相繼進入工廠,生產線逐步向智能化升級,開啟了工業4.0新生產模式。由于QR(Quick Response)碼存儲信息容量大、編碼范圍廣、數據信息采集和數據信息處理的速度快等,[1]QR二維碼表現出巨大的發展潛力,地位也日益提升,。然而在實際的情況中會有各種原因如光照不均所出現的圖像出現噪聲污染(椒鹽噪聲),會出現圖像識別困難,需要進行濾波降噪、腐蝕、膨脹等操作。
2 原理及識別流程
QR碼是二維條碼的一種,呈正方形,在外觀來看是由黑白的小方塊組成正方矩陣,包括功能圖像和編碼區兩個主要區域。編碼區包含數據以及糾錯碼字,按照特定的規律記錄數據符號的二維信息圖形。在矩陣相應元素位置上,用點的出現表示二進制“1”,點的不出現表示二進制的“0”,點的排列組合確定了矩陣式二維條碼所代表的意義。在四個角落有三個較大的回字,用于解碼軟件的定位。
(1)首先采集QR碼圖像的三分量圖像,圖像的等級為256會占據比較大的內存空間,所以把采集到的彩色圖像使用加權平均法轉化為灰度圖像可以節省更大的內存空間,并且在實際中更具有實際意義,
(2)然后對灰度圖像進行濾波處理,減少噪聲對和圖像的干擾。
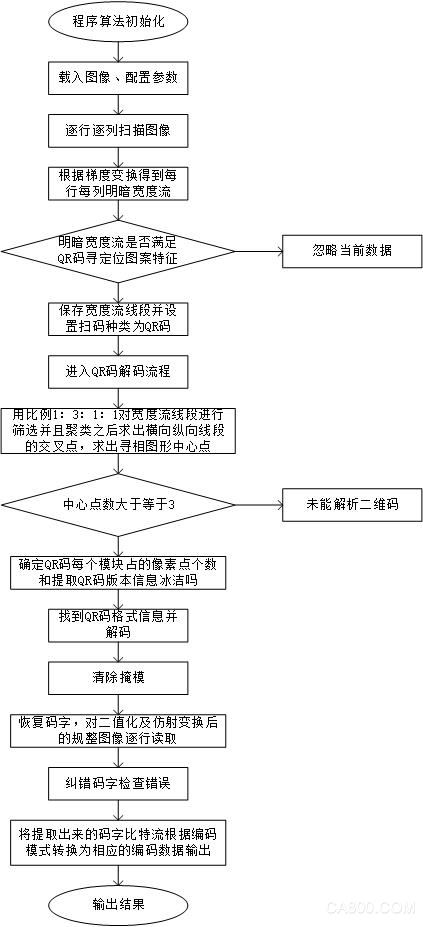
(3)接下來是對QR碼灰度圖像[2]采取改進算法進行二值化,并將二維碼提取出來;最后是對圖像進行識別,結合QR碼的符號特征,讀取QR二維碼內儲存的信息(如圖1所示)。
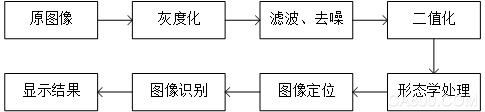
圖1 流程圖
3 圖像識別
由于成像系統的硬件限制,導致對比度不足,圖像視覺效果比較差。為降低后續處理與計算的復雜度,所以有必要對采集到的圖像進行灰度化處理。在工廠環境中識別QR二維碼信息時,由于外部環境的污染等會產生不同的噪聲,這時濾波可以對污染受損、邊緣模糊的圖像提高清晰度;同時形態學處理對圖像中的邊界點進行抹除試圖像進行細化,模板與圖像背景點合并試圖像邊界加長或變粗對圖像分割后物體間的空孔洞填充。
3.1 圖像預處理
受外部環境的干擾,產生高斯噪聲,這時需對整幅圖像進行加權平均,每一個像素點的值,都由其本身和鄰域內的其他像素值經過加權平均后得到信號的濾波器公式(1)。
 (1)
(1)
高斯濾波后圖像被平滑的程度取決于標準差。[3]輸出是鄰域像素的加權平均,像素離中心越近,權重越高。相對于均值濾波,平滑效果更柔和,而且邊緣也更好地保留下來,參見圖2所示。

圖2 高斯濾波后的圖像
由于圖像以數字圖像的形式存儲在計算機中,即圖像是離散的數字信號,因此對數字圖像的梯度使用差分來代替連續信號中的微分。Solbe算子式(2)(3)抑制(平滑)噪聲,估計邊緣的強度和方向參見圖3所示。


圖3 Solbe算子后的圖像
3.2 形態學處理
為減少光照不均產生的噪聲,使用數學形態學的基礎運算腐蝕與膨脹對灰度圖像二值化操作。即對轉換后的圖像進行“最大值”和“最小值”操作,保存灰度信息。
在圖像處理時希望去除除了感興趣的區域外的的噪聲,利用式(4)去除孤立的點進行腐蝕操作。如圖4中,不希望存在二維碼圖像周圍的線條,使用一個原素全是1的方形結構元腐蝕該圖像,腐蝕后如圖5所示,可以得到大多數為1的線條都被去除。
 (4)
(4)
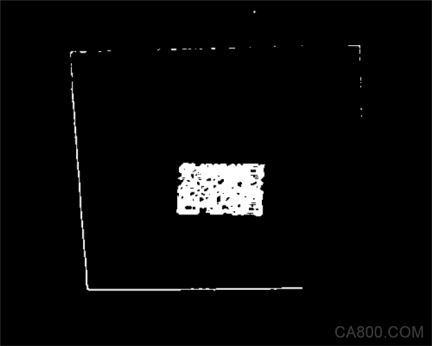
圖4 二值化后圖像
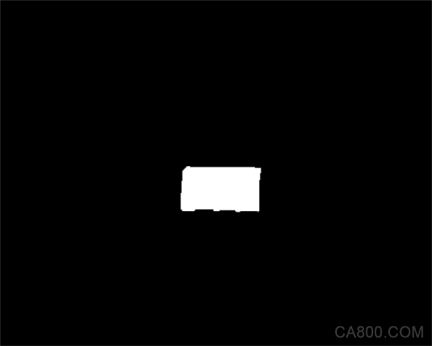
圖5 腐蝕后圖像
與腐蝕不同,腐蝕是一種收縮和細化的操作,膨脹則是對二值化的圖像中的圖像進行“增長”或者是說將圖像“粗化”是利用特殊的方式和粗化的寬度由所用的結構元來改變。使用式(5)填充條形碼間空隙,根據核的大小,有可能需要2~3次膨脹操作。如圖6所示是對圖像進行3次膨脹后得到的圖像。
 (5)
(5)
圖6 形態學膨脹后圖像
由于噪聲的影響,閾值化后所得到的圖像邊界通常是非常不平滑的,在物體區域會出現噪聲孔,而在背景區域上散布著一些小的噪聲物體。對圖像進行連續的開合閉運算可以填充條碼間的細小空格、連接鄰近物體、平滑其邊界的同時并不明顯改變其面積。經過多次膨脹之后加上相同次數的腐蝕,才可以產生比較好的效果。經過式(6)的閉運算如圖7所示。
 (6)
(6)
圖7 閉運算后圖像
4 圖像譯碼
從第一行開始,對圖像進行逐行掃描,通過深淺模塊比例為1:1:3:1:1的區域時,對行像素的中心位置以及中心區域的像素寬度,掃描完畢進行逐列掃描,同樣獲得列像素的中心位置,最終獲得左上角位置“回”字的圖像中心。[4]確定左上角位置“回“字寬度 及中心列坐標
及中心列坐標 和右上角的“回”字寬度
和右上角的“回”字寬度 及中心
及中心 。通過式(7)確定QR碼的版本。
。通過式(7)確定QR碼的版本。
 (7)
(7)
QR碼解碼流程如下所示:
對得到的二進制信息進行譯碼和糾錯。譯碼是對版本格式信息,數據和糾錯碼進行解碼和比較。并且糾錯和譯碼同時進行。得到如圖8所示的信息。

圖8 譯碼結果
5 結束語
針對智能工廠中的QR碼識別過程中的椒鹽噪聲,在光照不均的情況下通過形態學方法對圖像進行處理,消除噪聲的影響提高二維碼的識別。本文首先對圖像的預處理過程進行詳細剖析,在復雜背景下的圖像的定位與特征提取,加快特征目標的檢測速度和準確率。