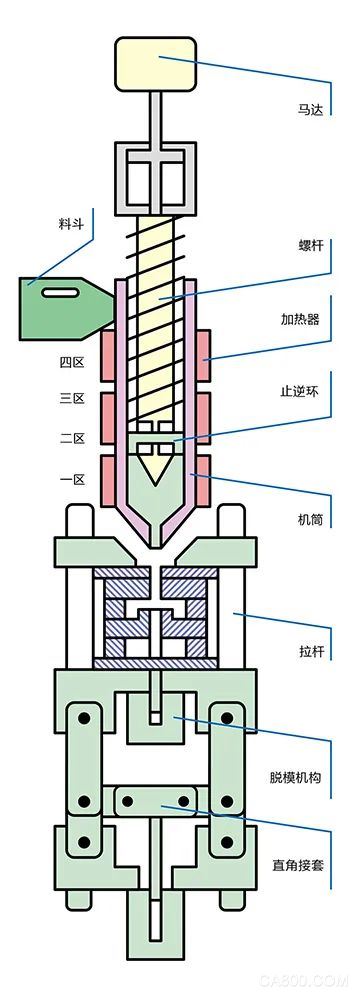
立式注塑機(jī)由注射系統(tǒng)、合模系統(tǒng)、液壓傳動(dòng)系統(tǒng)、電氣控制系統(tǒng)、潤(rùn)滑系統(tǒng)、加熱及冷卻系統(tǒng)、安全監(jiān)測(cè)系統(tǒng)等組成。
注射系統(tǒng)是注塑機(jī)最主要的組成部分之一,一般有柱塞式、螺桿式、螺桿預(yù)塑柱塞注射式3種主要形式。目前應(yīng)用最廣泛的是螺桿式。其作用是,在注塑料機(jī)的一個(gè)循環(huán)中,能在規(guī)定的時(shí)間內(nèi)將一定數(shù)量的塑料加熱塑化后,在一定的壓力和速度下,通過螺桿將熔融塑料注入模具型腔中。

立式注塑機(jī)的工藝,主要分為以下三個(gè)部分:
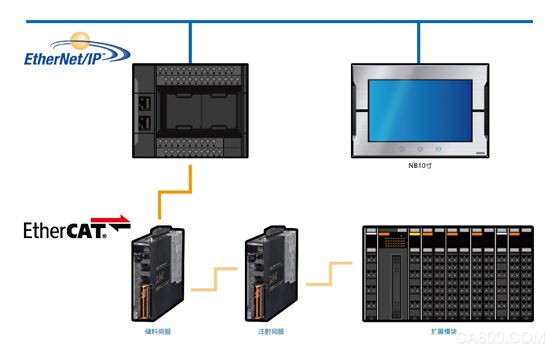
第一部分:儲(chǔ)料機(jī)構(gòu),包括注射伺服、儲(chǔ)料伺服,料斗,加熱器等。
第二部分:模具部分,由產(chǎn)品規(guī)格決定模具大小和形狀。
第三部分:開合模機(jī)構(gòu),由開合模伺服或者液壓機(jī)構(gòu)組成。用于模具的打開和關(guān)閉。
加熱響應(yīng)慢、干擾大
● 多段加熱響應(yīng)性不同
● 加熱管相互干擾
● 遲滯時(shí)間長(zhǎng)
鎖模機(jī)構(gòu)穩(wěn)定性不足
● 易發(fā)生沖擊、損壞模具
● 開合模過程速度不穩(wěn)定
儲(chǔ)料&注射精準(zhǔn)性不足
● 射出軸跟隨精度不足
● 背壓控制精度不足
通過過程控制技術(shù)輸出操作量,抑制因接觸干擾導(dǎo)致的溫度降低,實(shí)現(xiàn)加熱器溫度的早期穩(wěn)定。采用PIDAT功能自整定溫度PID加快調(diào)試效率,溫度控制精度從±10℃提高到±1℃。
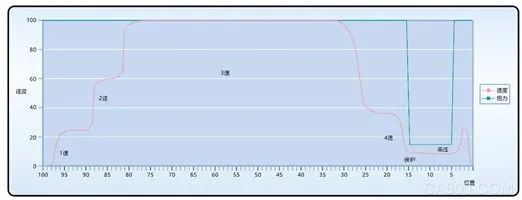
① 多段速度控制,使開合模過程更為平滑(一般為3-6段)。
② 模具保護(hù)功能,防止損壞模具(一般為1-2段)。
③ 合模高壓,確保模具可以順利合上。
④ 加減速優(yōu)化,減少?zèng)_擊
① 儲(chǔ)料軸為主軸,進(jìn)行同步速度控制,提高加減速性能。
② 射出軸為從軸,采用電子齒輪方式跟隨儲(chǔ)料軸。
③ 根據(jù)背壓反饋情況,實(shí)時(shí)修改電子齒輪比進(jìn)行背壓補(bǔ)償。
④ 基準(zhǔn)齒輪比自整定,提高背壓控制精度。

① 射出軸同步速度控制,提高加減速性能。
② 根據(jù)位置參數(shù),及時(shí)切換設(shè)定速度。
③ 高速射出提升背壓,保證產(chǎn)品品質(zhì)。
④ 背壓高壓保護(hù),及時(shí)調(diào)整射出速度。
注射速度控制
從0-1500轉(zhuǎn)加速時(shí)間25ms
無保壓停機(jī)控制
▲ 1500轉(zhuǎn)停機(jī)無沖擊
▲ 減速時(shí)間25ms
▲ 減速距離3mm
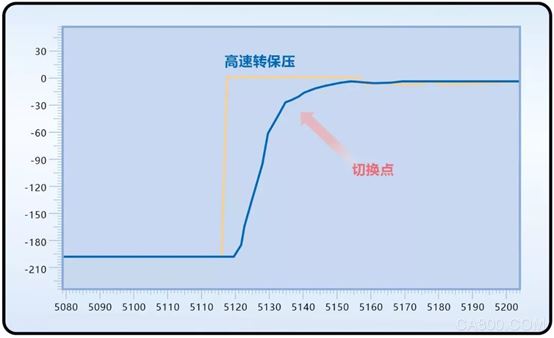
① 高速切換保壓
采用先降速,到達(dá)轉(zhuǎn)矩限制速度后,再進(jìn)行轉(zhuǎn)矩控制。
速度無沖擊
減速時(shí)間25ms
減速距離3mm
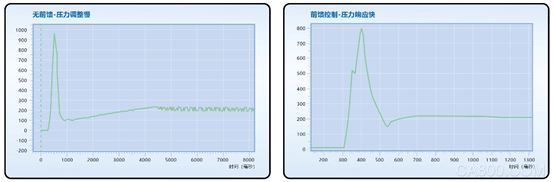
② 保壓前饋控制
通過保壓壓力設(shè)定,計(jì)算采用的扭矩控制值,再進(jìn)行壓力PID補(bǔ)償。
③ 泄壓控制
當(dāng)注射伺服到達(dá)切換點(diǎn)時(shí),判斷背壓是否大于保壓值。
背壓>=保壓值:進(jìn)行泄壓動(dòng)作。
背壓<保壓值:進(jìn)行保壓動(dòng)作。
泄壓控制:注射伺服低速反向運(yùn)行,同時(shí)限制反向運(yùn)行最大高度,當(dāng)壓力低于保壓
值后,注射伺服轉(zhuǎn)矩控制介入。
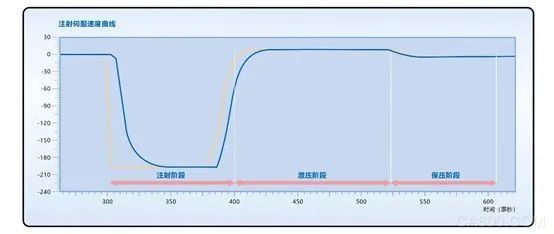
④ 多段保壓控制
當(dāng)保壓值設(shè)定值有多種情況時(shí),通過壓力設(shè)定值和當(dāng)前值的比較,判定是否需要泄壓動(dòng)作或保壓動(dòng)作,進(jìn)行快速切換實(shí)現(xiàn)多種保壓壓力穩(wěn)定運(yùn)行。此時(shí)需要進(jìn)行伺服的反向泄壓和正向保壓的動(dòng)作。
針對(duì)注射、儲(chǔ)料工藝開發(fā)【多段速度控制技術(shù)】,快速適應(yīng)多種設(shè)備的開發(fā)工作,提高工作效率。針對(duì)速度轉(zhuǎn)扭矩造成沖擊過大的情況,對(duì)切換速度、扭矩進(jìn)行斜率處理,提高切換過程的平緩性,較少設(shè)備沖擊。
實(shí)現(xiàn)價(jià)值
高速穩(wěn)定,設(shè)備競(jìng)爭(zhēng)力UP
實(shí)現(xiàn)性能指標(biāo):
注射速度:200mm/s
稱重精度:±0.025g
保壓精度:±2Bar
定位精度:±0.02mm
溫度精度:±1℃
背壓精度:±1Bar
【經(jīng)營(yíng)層】
· 結(jié)合多項(xiàng)尖端技術(shù),各項(xiàng)性能領(lǐng)先,設(shè)備競(jìng)爭(zhēng)力向上!
【管理層】
· 采用多段速度控制,實(shí)現(xiàn)了加溫、注射的高響應(yīng)性,產(chǎn)能大幅提升。
· 提高切換過程的平緩性,較少設(shè)備沖擊,提升良品率,避免材料浪費(fèi)。
【工程師層】
· 全系統(tǒng)由歐姆龍?zhí)峁┘夹g(shù)支援,后期維護(hù)有保障。
· 通過控制器提供的功能塊導(dǎo)入,無需繁瑣的程序編譯,縮短開發(fā)時(shí)間。
歐姆龍始終致力于解決生產(chǎn)中出現(xiàn)的課題,推動(dòng)生產(chǎn)革新。尤其是歐姆龍智能制造理念i-Automation!中的“Integrated”(控制升級(jí)),致力于為制造業(yè)革新創(chuàng)出提供核心技術(shù)力,為客戶創(chuàng)造更簡(jiǎn)單更靈活的制造現(xiàn)場(chǎng),實(shí)現(xiàn)高速?高精度生產(chǎn),賦予生產(chǎn)更多智能。