鎖舌(見圖1)是智能鎖的核心機械部件�,直接關系到門鎖的安全性和可靠性。其主要功能是通過伸縮運動與門框扣盒配合����,實現物理閉鎖����,是抵御外力破壞的第一道防線��。在智能鎖中,鎖舌通常與電機聯動�,支持自動彈出/收回�����,并具備防撬、防卡死等設計��。應用痛點集中在結構強度不足可能導致暴力破解�����;機械磨損影響使用壽命���;極端環境下(如低溫)易出現卡滯問題��。當前趨勢是采用高強度合金材料,結合壓力傳感器和異常報警功能,部分高端產品已實現遇阻自動回縮的防夾設計���,但成本控制與可靠性平衡仍是行業難點。

圖1 鎖舌
目前智能鎖(見圖2)鎖舌最常用的加工方式是壓鑄工藝(尤其是鋅合金壓鑄)��。它的優勢在成本低����,適合大規模生產;成型容易��,可制造復雜結構��;表面處理成熟���,可電鍍增強耐腐蝕性����。劣勢在于強度不如不銹鋼����,抗暴力破壞能力較弱��;低端鋅合金易氧化�,影響耐用性;表面處理不良時易產生毛刺或脫落。

圖2 智能鎖
中走絲線切割加工技術是一種介于快走絲和慢走絲之間的電火花線切割工藝���,采用鍍鋅黃銅絲(直徑0.1-0.2mm)作為電極,通過高頻脈沖放電腐蝕金屬實現切割。其走絲速度(6-12m/s)高于慢走絲但低于快走絲,兼具一定加工精度(±0.003mm)和較高效率���。該技術支持多次切割,首刀高速粗加工,后續精修以提高表面質量(Ra≤0.7-1.4μm)���,適用于模具鋼、硬質合金等難加工材料。優勢在于性價比高���,維護成本低于慢走絲;缺點是電極絲損耗較大�,長期使用后精度會下降���,且對工作液清潔度要求較高����,適合中小批量精密零件加工��。
中走絲線切割加工相比壓鑄工藝在智能鎖鎖舌制造中具有顯著優勢����,主要體現在高精度�����、材料適應性和結構穩定性方面。中走絲線切割可實現±0.003mm以內的超高精度加工���,確保鎖舌尺寸一致性,同時能直接處理不銹鋼等高硬度材料���,大幅提升鎖舌的耐磨性和抗暴力破壞能力,而壓鑄工藝受限于鋅合金材料的強度不足和易氧化問題�。此外����,中走絲加工無需依賴模具��,避免了壓鑄工藝中模具成本高����、設計變更周期長的問題�����,特別適合小批量定制化生產�����。雖然壓鑄在大規模生產時成本更低,但中走絲在加工精度�、材料性能和產品可靠性方面的優勢使其更適用于對安全性要求更高的高端智能鎖產品�����。
不同于傳統鎖具常用的鋅合金和碳鋼材料,智能鎖鎖舌通常選用機械性能更優的304不銹鋼(見圖3)��。本文所設計的鎖舌試樣材料與智能鎖結構件材料一致����,均為304不銹鋼��。該材料為奧氏體不銹鋼�,具有出色的耐腐蝕性和加工性能�,適用于制造長期使用的安全部件。盡管該不銹鋼材料在普通鎖具上的應用較少���,但中走絲線切割工藝屬于精密加工,對材料硬度適應性強�����,能夠滿足多種安全鎖具的制造需求�。
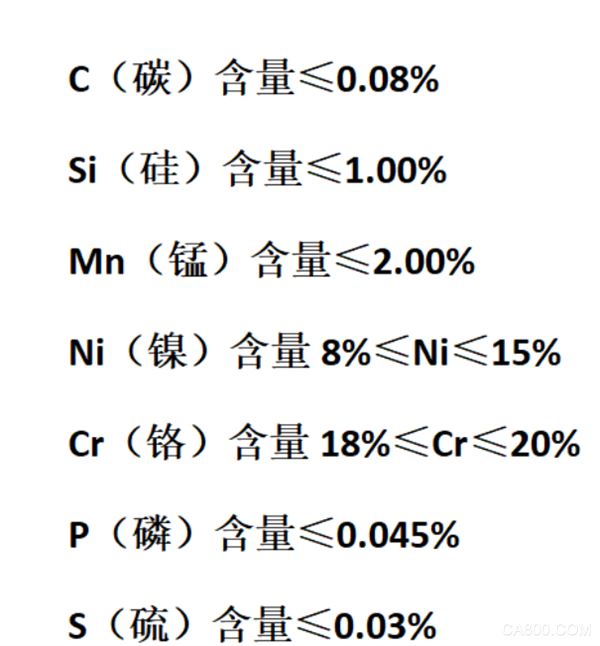
圖3 304不銹鋼化學成分圖
本文以智能鎖鎖舌為研究對象���,通過對行業標準����、加工設備����、加工流程、參數設置����、光學投影檢測和粗糙度檢測進行測試��。本研究驗證了中走絲工藝加工高精度鎖舌的可行性,為智能鎖內精密機械結構件提供了新的技術路線�����。
行業標準
國際標準
1.ISO 15684:2020(建筑五金 - 電子門鎖系統 - 要求和試驗方法)
2.EN 12209:2016(名稱:建筑五金 - 機械門鎖 - 要求和試驗方法)
3.ANSI/BHMA A156.36-2019(電子門鎖標準)
4.UL 1034:2020(防盜電子門鎖標準)
國家標準(中國)
1.GB 21556-2008(鎖具安全通用技術條件)
2.GA 374-2019(電子防盜鎖)
3.GB/T 38372-2019(智能門鎖通用技術條件)
4.GB/T 29315-2022(中小學��、幼兒園安全防范要求)
加工設備
1.設備選擇(見圖4)
設備:智凱ZKA400 六軸數控線切割機床
標準:T/ZZB 3754-2024《DK77全閉環中走絲線切割機床》

圖4 智凱AKA400
2.設備參數
行程:有效加工行程320*400
錐度:±6°
最大加工效率:≥300mm2/H
表面光潔度:Ra0.8μm(多次切割)
精度:±0.003mm
系統:系統支持Windows10及以上操作系統
畫圖:支持多種畫圖文件導入
精度高:四軸螺距補償���,六軸數控
3.功能介紹
X、Y、U���、V四軸移動采用交流伺服控制方式
控制系統采用標準ISO代碼進行程序控制
編程系統具有將DXF文件直接轉成ISO代碼功能
可實現X、Y、U、V四軸聯動����,進行錐度和異形面加工(Z軸電動升降)
圖形坐標交換���、縮放�、旋轉
加工模擬���、圖形跟蹤顯示功能
短路��、斷絲報警處理功能
自動對邊����、找中心等功能
加工流程
1. 將基板表面測試干凈
2. 專用夾具固定股基本
3. 圖形導入
4. 軟件點“開水”檢查是否正常
5. 點“加工”一鍵開始運絲��、高頻�、沖水
6. 開始加工中
參數設置
試加工:
1. 試加工材料

圖5 加工材料
2. 導入圖紙
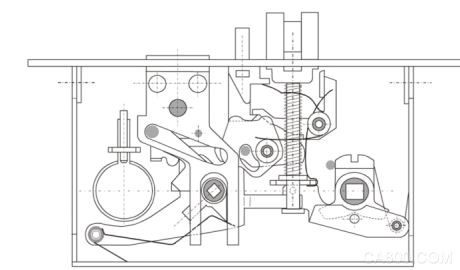
圖6 圖紙
3. 設置參數
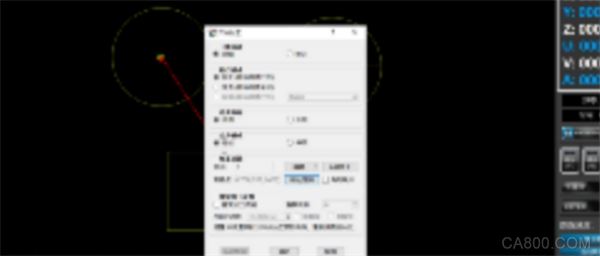
圖7 參數圖
4. 開機檢查后
5. 開始加工

圖8 加工圖
6. 工件切割完成掉落
樣品�,成功:如下圖
成品OK,無灼燒�����、發黑變色等問題
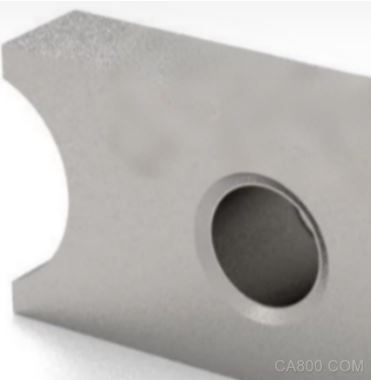
圖9 成品
光學投影檢測
為進一步驗證中走絲工藝加工的鎖舌輪廓公
差��,設計標準檢測樣板對鎖舌試樣輪廓進行光學投
影檢測����。檢測樣板選用熱脹冷縮變形較小的有機玻
璃�����,檢測樣板輪廓按照實際鎖舌輪廓放大50倍加
工,且保證加工后鎖舌輪廓精度達到8μm 以內���。
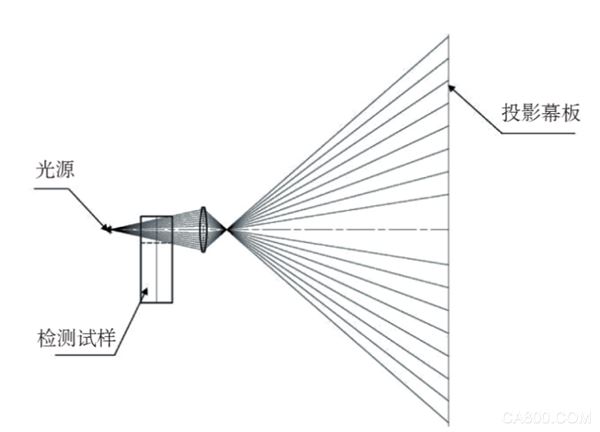
圖10 投影原理示意圖
粗糙度檢測
對鎖舌試樣進行表面粗糙度檢測,通過與標準
粗糙度樣塊進行對比,確定鎖舌加工表面的粗糙度
等級�����。檢測結果表明��,鎖舌試樣加工表面粗糙度為
Ra0.7-Ra1.4��,滿足Ra ≥0.7 的要求。
若您希望進一步探索,鎖舌的高效替代方案(如異形鎖舌適配雪板基座�����、動態承壓優化)��;智能鎖內齒輪/傳動件替代固定系統核心部件(如連接片��、扭矩調節模塊)的精密加工工藝����;不銹鋼/鈦合金鎖舌的防變形控制與競技級精度提升(低溫環境穩定性測試)��;線切割設備選型指南(針對鎖舌斜面切割�、多孔位批量加工的功率與精度匹配)���;實操關鍵(雪季前鎖舌組件維護)��;
行業案例(世界冠軍級選手定制固定器中的鎖舌結構切割實例)等���。歡迎關注【智凱數控】或私信咨詢!我們提供從智能鎖精密件到雪具硬件的全流程技術方案��,助您實現高強耐蝕����、零誤差嚙合的競技級固定系統升級!