鋼筋籠滾焊機是一種機械化生產制作鋼筋籠的機械設備。傳統以來,在有樁基施工的建筑工程中,樁基所用的鋼筋籠一直由人工纏繞綁扎或彎圓后焊接。可編程控制與現代驅動技術的應用,使得國產鋼筋籠滾焊機的自動化程度越來越高,大大減輕工人的勞動強度并提高了生產效率。
一、概述
鋼筋籠滾焊機是一種機械化生產制作鋼筋籠的機械設備,傳統以來,在有樁基施工的建筑工程中,樁基所用的鋼筋籠一直由人工纏繞綁扎或彎圓后焊接,在國外建筑業發達的國家早有應用機械制作的歷史,而在我國,首個機械化制作鋼筋籠的案例記載在2006 年中鐵十八局承建的武廣客運專線上,而其所應用的由廈門連環研發的鋼筋籠滾焊機也是國內首臺此類設備,經過幾年的發展,2008 年開始國內其他機械廠家也有涉足研發,相信未來的發展,在連環鋼筋籠滾焊機的引領下,國產鋼筋籠滾焊機會更加人性化易用。然而,阿爾法AS600伺服產品順應市場及技術發展要求,在鋼筋籠滾焊機上作為主要動力源取代了傳統的傳動機構,完全免除了先前機器的各種弊端。實現了整機的全電控、自動化升級,并且極大地提高了生產效率、控制精度、降低了機械的制造成本和維護費用。本系統同時采用了阿爾法公司的可編程控制器AT100系列和人機界面AP系列產品。
二、產品簡介
AS600 伺服驅動器是我公司自主研發,具有完全自主知識產權的高性能伺服驅動器。
采用全閉環矢量控制,調速及定位精準,低頻力矩大,負載響應能力強,改進的弱磁算法使
得在大慣量負載下高速區依然具有快速的加減速能力,能夠為您的設備提供高性能的速度和
位置伺服功能。
AT100系列是阿爾法公司的小型可編程控制器,適用于總點數不超過256點的機器與系統控制,可以擴展模擬量模塊。
AP系列觸摸屏是阿爾法公司的經濟型人機界面產品,特別適用于小型機器設備。
三、系統設備結構及工藝流程簡介
1.工作原理及設備結構
(1)工作原理
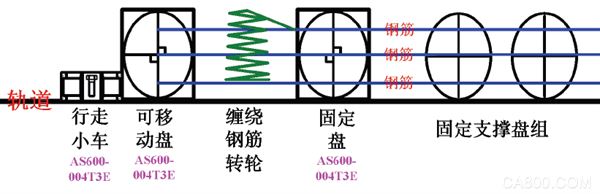
根據施工要求,先將主筋穿過固定轉盤中相應模板的園孔穿至移動轉盤的相應孔中,進行固定。把繞筋端頭先焊接在一根主筋上。然后通過固定轉盤及移動轉盤轉動,把繞筋纏繞在主筋上(移動盤是一邊旋轉一邊后移),同時進行焊接,直至焊到主筋末端規定位置,即形成產品鋼筋籠。
(2)設備結構
鋼筋籠滾焊機機械系統由機架、行走小車、固定盤機構、移動盤機構、固定支撐盤組組成;其中行走小車、固定盤機構、移動盤機構分別由AS600-004T3E 伺服系統傳動,合計三臺,如下圖。


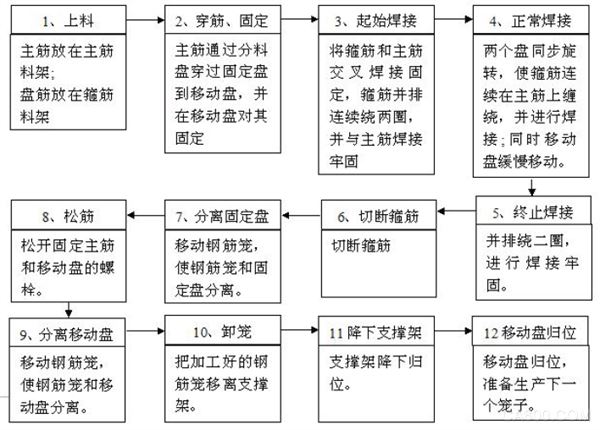
2.工藝流程

3.設備運行流程
4.電氣系統說明
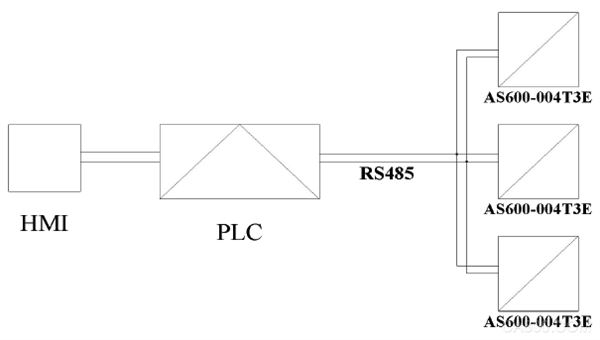
下圖是阿爾法AS600 伺服系統在鋼筋籠滾焊機中的控制系統結構圖。其中上位機PLC (采用阿爾法AT100系列PLC和AP系列觸摸屏)通過給伺服發出啟停信號指令,運行指令,同時上位機通過與伺服的通訊取得實時的伺服位置信號,上位機同時監控伺服的報警信號,伺服驅動器可以反饋報警、運行狀態等信號,由此上位機與伺服系統構成閉環控制模式。

四 、系統技術特點
深圳市阿爾法電氣技術有限公司研發的AS600 伺服系統在這類及類似機械上有三處作用。第一是扭矩輸出,作為前端行走和固定纏繞盤的動力源,這里要保證大功率輸出能力,避免設備因鋼筋籠過重或卡盤而停機。第二高精準定位,伺服驅動器通過位置指令更快并精準定位抱閘,要伺服驅動器更高的動態響應速度。第三是抗干擾能力,這既需要伺服驅動器本身降低干擾,也需要驅動器自身能克服焊機及外部設備對伺服驅動器的干擾,更要求伺服驅動器具有一定的穩定性,確保設備及周圍電氣控制設備能正常使用運行。
阿爾法AS600 伺服系統在克服電壓波動,機械擾動等不利情況下,保持高剛性,快速啟停以及往復運動。成功的在多家客戶的同類機械上實現了完美的表現,贏得客戶的贊許。
● 在相同功率條件下,阿爾法伺服具有更高的過載能力,因此系統的適應范圍更為廣泛,為客戶節省了成本。同時阿爾法的電機的額定電流相對較小,相較于其他系統更為節能;
● 阿爾法伺服系統的對編碼器信號具有分頻輸出和兩路編碼器信號脈沖輸入功能,可以對信號進行指定的倍頻,因此可以適應絕大多數上位監控系統的要求,特別是與PLC的配合;
● 伺服本身抗干擾能力較強,有效地解決了機械中伺服系統因為其他系統干擾引起的走位偏差等情況;
● 伺服系統的電氣部分針對行業的特點做了預處理,可以有效地降低行業應用的技術難點;
客戶設備實際數據:
阿爾法AS600 伺服系統應用在客戶鋼筋籠滾焊機上的實測數據如下:
鋼筋籠長度22 米;主筋直徑Φ35mm;盤筋直徑Φ10mm;箍筋間距250mm;
主筋間距50mm。
隨著阿爾法AS600 伺服系統在鋼筋籠滾焊機方面的應用成功,其解決了因為傳統傳動系統固有問題帶來的噪音、震動、效率低下、控制不便、產品質量不穩定可靠等問題,同時有效地提高了機械的系統響應性、位置控制精度、加工質量穩定可靠性以及加工效率,得到了客戶的好評。
