通過生產機械的同步控制,可提高產品的生產質量,同時可提高系統的生產效率。同步控制在現代工業生產中正愈來愈多地得到應用。同步控制的方法有很多種,采用伺服控制系統具有極高的控制精度和良好的動態特性。本文采用PLC、和伺服實現同步控制的一種控制方法.
一.設備簡介
隨著人們對紙張的要求越來越高,不僅在紙張的質量上,在品種上也有新的要求,彩色深色紙就是其中一種。在這種情況下,為滿足生產彩色深色紙的需要,許多造紙企業進行了工藝改進,用以滿足社會的需求。在生產中,用以生產彩色深色紙的設備稱為涂色機,該設備適用于金卡紙、銀卡紙、珠光卡紙、鐳射卡紙等多種紙張的復合涂布生產,其產品復合平整、不卷曲、涂色均勻,亮度高。材料內應力小,廣泛應用于煙草、酒類、食品、化妝品、賀卡等領域,是產品檔次及改善產品品味的最佳材料。
壓紋機是經過壓紋轉印在金卡紙或銀卡紙上,可形成高品質特殊產品,印刷品、紙制品、塑料、皮革表面整飾加工的一種重要設備印刷設備,廣泛用于包裝裝潢、產品廣告、書刊封面、彩盒面紙、請柬和其它特殊產品表面的壓紋加工。壓紋加工工藝可增加產品美感度和裝飾藝術效果,提高產品的檔次。
涂色壓紋復合機根據生產需求后面可連接橫切機或者恒張力收卷機。傳動設備構成:

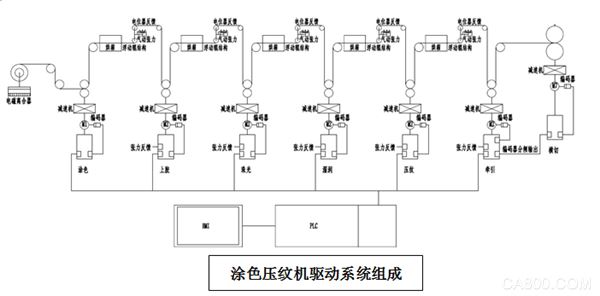
設備工藝描述:
復合機通過磁粉離合器控制原料紙的放卷張力進入涂色復合模組,上膠復合模組,珠光復合模組,濕潤復合模組,壓紋復合模組,最后由牽引模組輸出進入橫切機。每個模組都由伺服驅動器驅動伺服電機,由于紙張生產過程運行速度較快,因此對控制要求很高,要求每臺電機的速度差別很小,否則由于紙張受力不均,會拉斷或達不到質量要求,更無法高速生產。每個模組間通過氣動浮輥調節張力,并通過拉桿電位器檢測浮輥位置反饋給伺服驅動器,控制張力恒定。
二.控制系統構成
阿爾法PLC AT100 控制器1個,阿爾法10寸人機觸摸屏1個,阿爾法AS600伺服驅動器7臺,5.5kw壓紋伺服電機1臺,7.5KW牽引伺服電機1臺, 2.2kw涂色、上膠、濕潤伺服電機3臺,4KW橫切伺服電機1臺。
復合模組6臺伺服驅動器采用級聯的控制方式,PLC主站通過控制模擬模塊輸出總線速度到每臺模組伺服驅動器通道1作為主調速度,每個模組的擺桿位置反饋給伺服驅動器通道2進行PID運算,采用主+輔的組合方式,實時動態的調整伺服驅動器的輸出,從而實現6臺伺服電機的同步運行,利用伺服驅動的快速響應調節速度同步保持生產穩定。
技術要求
1)
要求每段張力恒定,擺桿擺動幅度小。但由于放卷過程卷徑在不斷地變化,PID的調節必須考慮卷徑變化而帶來的速度變化,否則擺杠擺動太大;
2)
中間復合部分對張力變化很敏感,所以要求前后牽引擺杠擺動要非常小,這樣要求穩速精度高,而且系統在動態時響應速度快。
3)隨著包裝行業的迅猛發展,紙板生產線的生產效率逐年提高,主要體現在紙板生產線后端的電腦橫切機速度的大幅提高。電腦橫切機的控制部分需滿足精準的裁切長度的同時還要滿足很高的裁切速度。其難點在于紙板處于高速運動狀態,切刀的動態控制需極高的運算速度和極高的跟蹤性能。變頻器的控制無法達到高的裁切速度,裁切誤差也隨速度的提高而越來越大,PLC對脈沖的反饋速度也無法滿足裁切精度的要求。運動控制卡加進口伺服系統的控制方式是完全可以滿足精度和速度的雙向要求,速度可達到200M/min—300M/min,還是有價格昂貴,供貨時間長等不足之處。本方案橫切部分是直接采集牽引伺服電機反饋給驅動器的編碼器脈沖,同步送到橫切伺服驅動器,可以在觸摸屏人機界面上直接修改產品品種。該機適用于白板紙、金銀卡紙、素
面彩虹紙、定位鐳射防偽紙、塑料片材 等卷筒材料的橫截切,整機控制方式先進,將橫切伺服電機、送料電機兩者的
速度伺服內部集中控制,達到同 步運行,具有截切精度高、速度快、上料方便等優點.
三.方案優勢
系統組成簡單,各級張力控制由伺服控制器完成,極大減少了系統軟硬件開發安裝的難度;
控制穩定,AS600的閉環張力控制模式可以在加減速過程中實現張力完全穩定。
深圳市阿爾法電氣技術有限公司推出的AS600系列感應伺服器及集高端性能與強大功能與一身,利用其獨特的同步控制及張力控制功能,有效彌補性能上和進口高端驅動器些許差距,成功應用于七電機涂色復合機系統。
該方案由于放卷與牽引都帶張力反饋,張力反饋和多數控制信號直接輸入到伺服驅動器,所以具有控制精度高、動態響應快、故障率低、維護方便等特點,是一個性價比優良的方案。
